时间:2024-01-12来源:汽车实用技术 作者:张海清等
文章主要研究某轻车平台 20CrMnTi 合金材料齿轮在渗碳淬火过程中的热处理变形规律,采用新结构工装控制齿轮变形。通过研究不同装料方式对齿轮热处理前后精度变化、齿形变化、平面度变化、层深和硬度差异,从而确定更合适的装料方式。结果表明,矩阵式工装的装料方式对齿轮热处理变形有明显提升作用。采用矩阵式工装装料,齿轮热处理精度变化量从 4 级降低到 2 级,齿形变化、平面度变化及同炉层深和硬度变化量都有了一定程度减小。
在汽车传动齿轮生产环节中,渗碳淬火工艺是齿轮生产中的重要热处理流程。齿轮经过渗碳淬火后,强度、耐磨性能以及使用寿命都得到了大幅提升。渗碳淬火工艺过程较为复杂,在高温渗碳和淬火因素影响下,齿轮在组织转变过程中会产生不同方式的变形。作为齿轮生产的后续工艺,热处理变形量大、变形一致性差等因素将带来齿轮装配返修频繁、高报废率、齿轮装配使用性能降低等问题。
热处理变形一般是指工件的淬火变形,主要是由内应力引起的。内应力又分为热应力和组织应力两种。热应力与材料的线膨胀系数有关,而组织应力和所发生的组织改变则同组织的比容改变有关。淬火后组织通常为马氏体组织。这种淬火马氏体的比容较其他组织都大,因此,淬火后的工件均会有体积涨大的现象。由于体积变化以 及在工件各部分加热冷却不均匀而形成的热应力、组织应力将导致工件发生畸变或翘曲。在淬火工件尺寸增大时,所发生畸变、翘曲情况更为严重。本文以某 20CrMnTi 轻车平台齿轮为研究对象,研究了两种装料方式对齿轮热处理变形的影响,旨在为广大技术人员及生产现场就如何控制热处理变形提供参考。
一、试验目的与方案
变形分析
齿轮渗碳过程中,随组织应力和热应力的作用而发生变形,其变形的大小和变形规律取决于渗碳钢的化学成分(坯件来料)、工件的几何形状和尺寸、热处理前的加工状态、热处理工艺参数等因素。对于批量生产而言,相比控制变形的大小、一致性,获得变形规律对于调整热处理前加工参数更有意义。
基于实际批量生产中同一工件在采用同批毛坯、相同机加工艺的前提下,针对同炉工件在不同位置热处理后状态呈离散型、分散程度高、一致性差的问题,加热均匀性和冷却均匀性成为影响工件一致性的首要因素。加热和冷却不均匀导致炉内各部分温度梯度不同,产生的热应力和组织应力不同,导致各零件热处理后变形不一致。
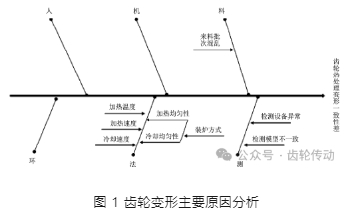
同炉工件在炉内不同位置的热变化、冷处理过程均匀性影响因素既受设备影响,如设备内加热管排布位置、循环空气走向、搅拌速度等;也受零件装料方式影响,特别是零件从渗碳转入淬火冷却过程中,因时间差导致各零件散热不一致,冷却速度相差甚远。在实际生产中,确定装料方式相对于控制毛坯材料间化学成分、金相组织等更有效、更直接。因此,本文基于实际生产,主要开展不同装料方式对齿轮热处理变形一致性、稳定性试验探索,齿轮变形主要原因分析如图 1 所示。
试验目的
采用堆垛式工装(以下简称:旧工装)装料时,零件与零件相接触,基本无间距。该装料方式下,整炉零件各工件在加热和冷却时的温度梯度存在较大差异。为减小该差异对同炉零件带来的变形影响,本文设计出一种实现零件分层摆放的矩阵式工装(以下简称:新工装),让同炉零件在加热过程、冷却过程中各工艺条件更加均匀。
为验证新工装效果,本文展开新工装和旧工装两种装料方式对变形和渗碳质量的影响。
试验方案
试验采用 20CrMnTi 合金材料齿轮,其化学成分为 0.17%~0.23%的 C、0.17%~0.37%的 Si、0.8%~1.1%的 Mn、1.0%~1.3%的 Cr。
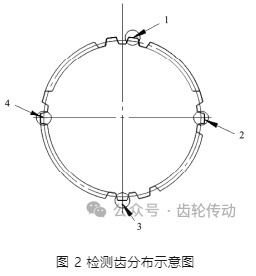
1)齿轮锻造、铣削等工序结束后,每轮试验随机选取 15 套齿轮,并进行刻字编号,检查热前精度和齿形等。每个试样检测 4 个齿,检测齿分布如图 2 所示。
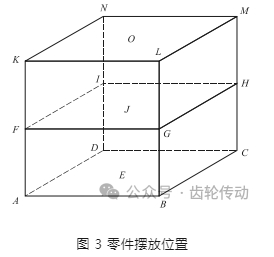
2)检测完精度和齿形的齿轮按图 3 所示位置装炉。
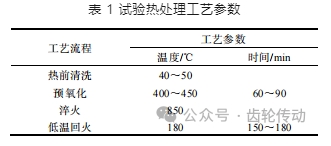
3)装炉完成后,将已测量样件按预氧化、清洗、渗碳淬火、低温回火、清洗等工序进行热处理。渗碳淬火工艺为气体渗碳,采用爱协林箱式多用炉,具体工艺为升温到 920 ℃,均温 90 min,然后升高碳势至 1%进行 300 min 强渗碳,再降低碳势至 0.8%进行 150 min 扩散,随后炉冷却至 850 ℃,保温一定时间后进行淬火。其余相关工艺参数如表 1 所示。
4)热处理完成后检测热后精度、齿形、平面度、齿轮渗碳层深和硬度。热后精度及齿形检测位置同热前保持一致。
二、试验结果与分析
齿轮精度变化对比
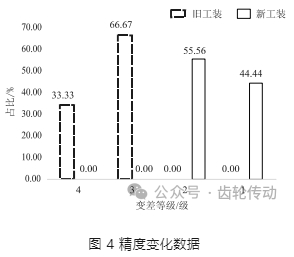
图 4 为新旧工装精度等级变化分布。多轮试验数据抽取显示,采用矩阵式新工装结构,齿轮精度最大变差从 4 级降低至 2 级,有效减少 2 级。且精度变化 2 级从旧工装 0%增加至新工装100%, 占比有效提升 100%。
齿形变化
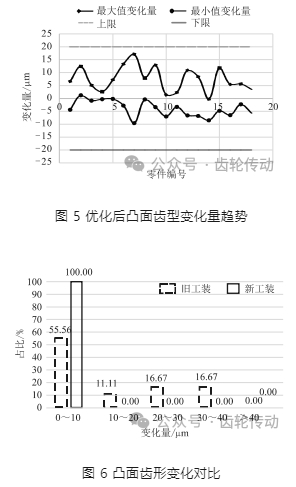
凸面齿形变化:图 5 和图 6 为同一颗齿凸面与标准齿形对比的热处理变化量。由两图对比可知,矩阵式新工装装炉方式优化后,凸面齿形变化在±10 µm 以内占比 100%。相比旧工装在±10 µm 以内占比 55.56% 而言,提升 44.44%。由此可见,使用优化后的装炉方式热处理凸面齿形变化更小,一致性更好。
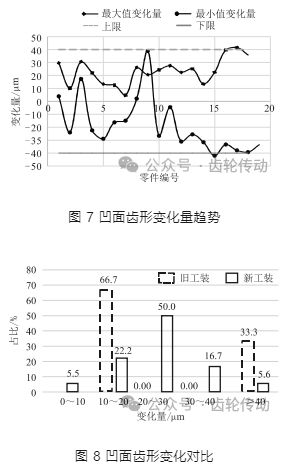
凹面齿型变化:图 7 和图 8 为同一颗齿凹面与标准齿形对比的热处理变化量。由两图可知,矩阵式新工装装炉方式优化后,凹面齿形变化在±40 µm 以内占比 94.4%。相比旧工装在±40 µm 以内占比 50%而言,提升了 44.4%。由此表明,使用优化后装炉方式热处理凹面齿形变化更小,一致性更好。
平面度变化
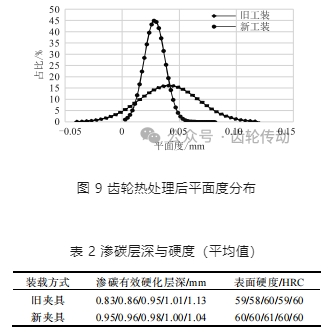
图 9 为两种不同装料方式热后平面度分布。由图 9 可知,采用矩阵式新工装的平面度变化更小,一致性控制更好。
渗碳层深和表面硬度
由表 2 可知,采用矩阵式装料方式后,同炉渗碳层深变化量由 0.3 mm 减小到 0.1 mm,同炉硬度变化量 2 HRC 降低到 1 HRC。该方式有助于气氛均匀性和工件加热、冷却的均匀性,有效将渗碳层深和表面硬度控制在一定范围内。
三、结论
1)采用矩阵式工装,可以有效抑制齿轮热处理变形,无论从齿形、精度、平面度方面一致性更好,能更好的通过反调控制变形;2)采用矩阵式结构工装,整炉零件层深和表面硬度变化更均匀;3)矩阵式结构工装应用于热处理生产当中,可以更好的提高以及控制产品质量。
本文通过工装条件的变化阐述了热处理变形研究。渗碳热处理变形控制,受材料、预备热处理、热处理工装、参数等诸多参数影响,最终控制方式应采用最适合实际状态的。
参考文献略.
上一篇:刮齿刀切削机理及参数优化研究
免责声明:凡注明(来源:齿轮头条网)的所有文字、图片、音视和视频文件,版权均为齿轮头条网(www.geartoutiao.com)独家所有,如需转载请与本网联系。任何机构或个人转载使用时须注明来源“齿轮头条网”,违反者本网将追究其法律责任。本网转载并注明其他来源的稿件,均来自互联网或业内投稿人士,版权属于原版权人。转载请保留稿件来源及作者,禁止擅自篡改,违者自负版权法律责任。
相关资讯
网站简介 | 会员服务 | 联系方式 | 帮助信息 | 版权信息 | 网站地图 | 友情链接 | 法律支持
齿轮头条网--齿轮与先进制造业的“全媒体”综合资讯平台
 客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
鑫格尔传媒(北京)有限公司 geartoutiao.com Copyright ©2020-2025,All Rights Reserved 版权所有 不良信息举报中心 | 京ICP备 18007354号-2 | 京公网安备 11011202002671号





 网站客服
网站客服