时间:2022-08-18来源:建筑材料工业技术情报研究所会议论文集 作者:王守锁等
立磨减速机输出轴花键及相配合的齿套齿面磨损、裂缝及局部断裂等问题,拆装更换费用较高,通过在线堆焊对其进行修复既做到了节约资金又达到了正常使用的效果。
一、 概述
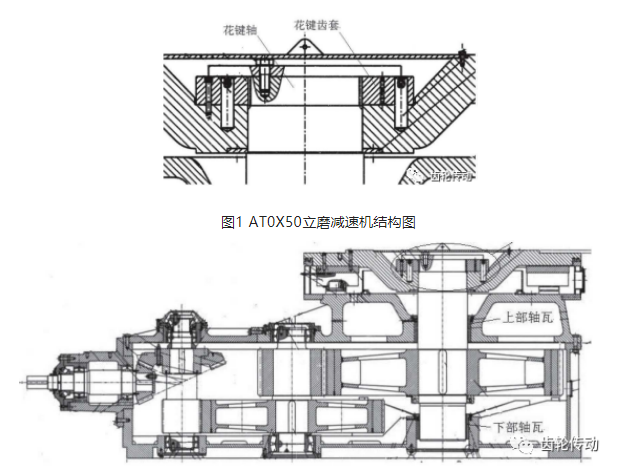
我公司二线原料立磨为1996年引进丹麦史密斯的ATOX. R-50型立磨,立磨减速机型号TTVL3980A,输入功率4000KW,输入转速 995r/min,速比1:40.36,其结构示意图见图1。
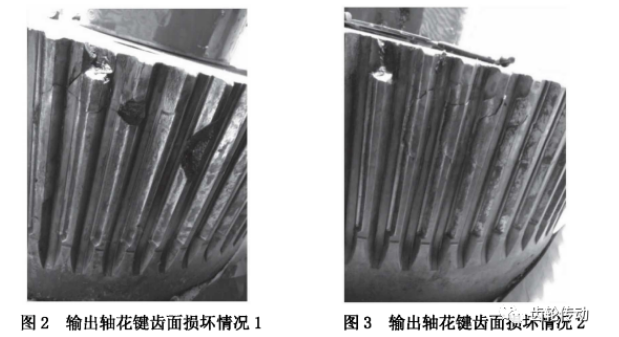
立磨减速机输出轴花键及齿套齿面长期使用出现较大程度损伤,共计72套齿齿面均存在2-3mm磨损,从而导致配合出现约3mm 的相互错位移动,配合间隙超标,且花键齿已断裂或裂缝共计10处(见图2、图3),齿套齿断裂或裂缝共计16处,综合隐患大,严重影响设备安全正常使用。
此减速机为史密斯ATOX50立磨首批配套减速机,属平行轴式结构,整体体积及重量较大,整体抽出进行解体更换损坏输出轴难度极大,且修复工期长、费用高,同时对各级齿轮啮合调整恢复技术风险大,综合分析决定对减速机输出轴花键齿实施现场堆焊及工装专用铣床修形修复,齿套齿离线熔敷及机加工修复方案。
二、修复方案设计
(1) 对于减速机输出轴花键齿面进行现场手工堆焊,需对部件进行预热及保温等,根据减速机相关图纸核实,输出轴下部装配组件含有上轴瓦、大齿圈及下轴瓦,花键焊接预热及保温热量传导到上轴瓦位置,输出轴在此部位的热膨胀量可能会损坏轴瓦、存在输出轴热膨胀损坏轴瓦的风险,下部大齿圈及下轴瓦组件远离花键修复区,必要时可以通过冷却手段控制下部大齿圈及下轴瓦组件与输出轴的温度,不至于因为温度过高导致轴瓦烧毁的现象发生,最终釆取将减速机整体抽出至立磨壳体外部,对减速机输出法兰、输出轴上轴瓦进行拆除已解决热量传递造成轴瓦损坏的问题,亦可增大现场修复的操作空间。
(2) 减速机输出轴母材材质为30CrNiMo8 (原图纸标注),可焊性较差。经综合分析,决定釆用药芯焊丝气体保护堆焊,焊接质量控制重点包括:①堆焊材料选用梯度材料,即过渡层+工作层方式;②修复时釆用双人对称焊接以控制焊接变形;③釆用超高能高频 消应力方式逐层去除焊接应力。
(3) 减速机输出轴花键齿共计72个,除部分齿断裂或裂缝外,每个齿工作面磨损约 2-3mm,堆焊后的修形工作量大,同步必须保证齿位及齿廓等齿形的修复精度,经多方面研究,釆取对此花键齿修形研制组装专用小铣床,安装固定在输出轴顶部,对72个齿实现现场机加工方式,不仅可保证齿形精度,还可提高工作效率,一举实现技术创新及难点攻关。
(4) 对于相配合的齿套,在减速机输出法兰拆除后,再行单独拆除,在上述期间实施离线激光熔敷及机加工修复方案(以下不再赘述)。
三、输出轴花键齿面焊接工艺
1.减速机输出轴母材材质分析:
1.1.母材化学成分见表1

1.2.碳当量
母材30 CrNiMo8钢系中碳调质高强钢,钢的Ceq值高达0.95%,可焊性较差,当Ceq≥0.4,冷裂纹敏感性将增大,焊接时容易产生焊接裂纹和淬硬组织。
2.母材可焊性分析:
2.1.热裂纹
母材金属中含碳量高,结晶温度区间宽,容易出现偏析,因此对结晶裂纹比较敏感,焊接时容易在弧坑及焊缝中凹下部位开裂。为防止产生热裂纹,要求釆用低碳钢焊丝,一般焊丝中含碳量在0.15%以下。
2.2.冷裂纹
母材的成分和淬火透性,都决定了它在快速冷却时极易得到对冷裂纹很敏感的淬硬组织。焊接时为防止冷裂纹必须提高预热温度,焊后及时进行去应力处理。
2.3.焊接材料选择
根据母材的化学成分、力学性能、焊接性能,焊材的选择应保证其力学性能,且不应超过母材的抗拉强度上限,综合考虑选用焊接材料牌号:过渡层(NiMo11G)、工作层(Fluxofi142),焊材熔敷金属化学成分见表2、熔敷金属力学性能见表3:
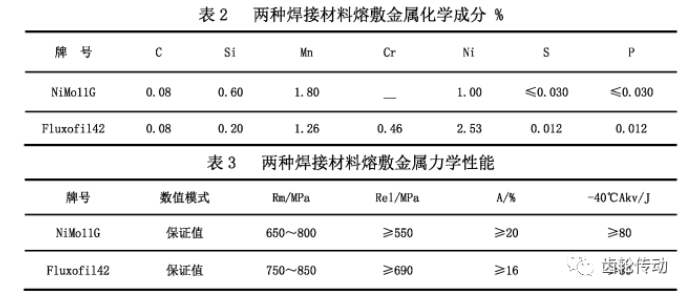
2.4.堆焊后硬度匹配
母材硬度HB270,Fluxofi142焊材堆焊后硬度HB266,可用于堆焊承受载荷大的花键齿面。
3.焊接工艺:
3.1.焊前准备
(1)PT探伤,确定裂纹走向及位置;
(2)气刨前,待刨部位预热80-100°C,保温0.5小时。气刨要平整,边缘处要圆滑过渡,气刨成U型坡口形式,打磨彻底清除渗碳层;
(3)将花键齿面用角向砂轮机整体打磨1. 5-2mm,去除硬化层;
3.2.焊接
(1)预热:焊前预热采用局部加热方式,加热装置釆用LWK-180型电加热温度控制设备,用履带式加热片局部加热待焊部位,加热片外包覆硅酸盐保温材料。工件预热温度≥350℃,并持续保持,焊接层间温度不低于预热温度;
(2)焊接方式釆用混合气体CO2气体保护焊,混合气体:80%Ar+20%CO2;
(3)为防止工件变形,双人对称操作,焊接时需采用小线能量的方式焊接,断续焊,焊接电流90-110A,单层焊道不大于2mm;
(4)焊接工艺参数:过渡层焊接I=90A-110A , U=20V-22V;工作焊接I=120A-150A,U=22V-24V;
(5)釆用超能高频消应力设备逐层消除焊接应力,防止裂纹萌生同时控制焊接变形。通过超能高频消应力处理,能够消除焊趾处的微小裂纹及熔渣缺陷,降低焊趾处应力集中,同时产生理想的压应力状态;
(6)焊接时,注意与母材充分熔合,同时,随时观察是否存在气孔、夹渣等焊接缺陷,若有,及时清除。
3.3.焊后热处理
焊接后热处理温度控制见图4;
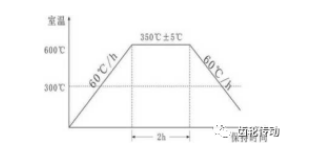
图4焊接后热处理温度控制
四、花键齿形在线加工及装配研磨
根据现场空间,将专用铣床设备经过调整现场加工齿面(见图5),将铣床固定在轴中心位置,用百分表的针头靠近花键齿齿根位置(此位置未焊接,原始形状)调整好后,提前按图线切割制作宽体齿形样块进行齿形梯度检查,同步进行磁粉探伤检查,不得有裂纹、未熔合、夹渣等缺陷。
加工完成后,对已离线机加工完毕的齿套及输出轴花键齿面涂抹红丹粉,进行手工配研,同时使用手动盘动减速机输入轴使花键轴与花键套贴合,此时使用塞尺测量间隙,使整体齿面配合与原始安装要求相近。
图5调整后的铣床
五、修复效果
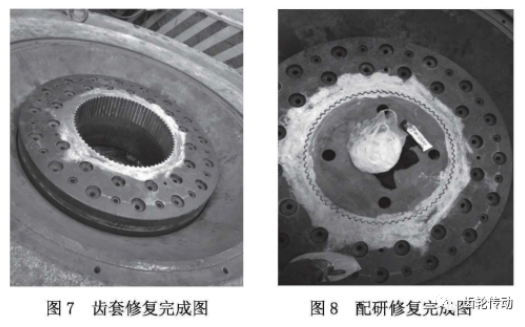
立磨减速机输出轴花键齿修复完成后,经探伤检测无缺陷,表面硬度值与原齿面硬度值相近(原始母材硬度HB270,堆焊后硬度HB266),花键齿与齿套配合间隙与原始安装间隙相差不大(见图6、图7、图8)。立磨目前己正常投产运行一年,检查各齿面无磨损及裂纹,齿面配合间隙正常,符合生产使用要求。证明立磨减速机输出轴花键齿面修复成功。

图 6 花键修复完成图
标签: 减速机
上一篇:齿轮零部件残余应力及测量(二)
免责声明:凡注明(来源:齿轮头条网)的所有文字、图片、音视和视频文件,版权均为齿轮头条网(www.geartoutiao.com)独家所有,如需转载请与本网联系。任何机构或个人转载使用时须注明来源“齿轮头条网”,违反者本网将追究其法律责任。本网转载并注明其他来源的稿件,均来自互联网或业内投稿人士,版权属于原版权人。转载请保留稿件来源及作者,禁止擅自篡改,违者自负版权法律责任。
相关资讯
网站简介 | 会员服务 | 联系方式 | 帮助信息 | 版权信息 | 网站地图 | 友情链接 | 法律支持
齿轮头条网--齿轮与先进制造业的“全媒体”综合资讯平台
 客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
鑫格尔传媒(北京)有限公司 geartoutiao.com Copyright ©2020-2025,All Rights Reserved 版权所有 不良信息举报中心 | 京ICP备 18007354号-2 | 京公网安备 11011202002671号





 网站客服
网站客服