时间:2021-05-08来源:Kapp Niles 作者:Carola Rehder
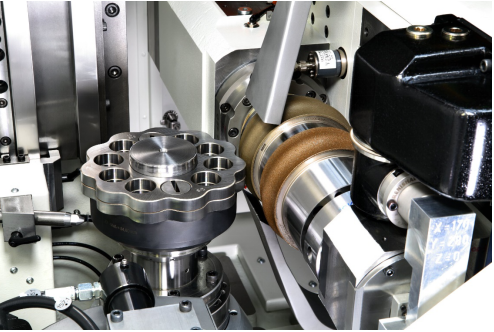
图 1:在 KAPP NILES轮齿中心上进行外部摆线加工KX 300 P
如果想到可修整的磨削工艺,那么它在快速纠正轮廓误差和轻松地重新调节砂轮温度湿度方面(便于切削)当然都有优势。此外,当然也可以自动优化轮廓。所有这些均明显优于电镀的免修整 CBN 砂轮。但是,CBN 砂轮仍然在日常的传动装置生产中维持其现有地位。因为电镀 CBN 砂轮仍然是下列情况下无可争议的领先者:由于几何形状砂轮仅有很小的空间可用,或同时需要特殊的轮廓修改;由于特定的修整或碰撞,不考虑通过修整更改刀具直径;必须同时保持高质量和稳定不变的质量;以及特别重视磨削着火的避免。
免修整 CBN 砂轮的基础是高精度的淬硬钢基体,并在其中嵌入了刀具的主动磨削轮廓。这意味着,除了晶粒等距外,还必须考虑对轮齿的所需修改,例如钢基体中的轮廓修正和齿根形状。现在通过电镀工艺给此基体配上单层 CBN 涂层,它在随后的加工流程中以最高的精度(μm 级)塑造所需的轮廓。此涂层免修整。这意味着在砂轮的整个使用寿命中都以恒定的刀具直径作业,因为直径不会因磨损而减小。只要给磨削工艺布置了这种砂轮,那它在整个使用寿命中就保持形状稳定不变。因此 CBN 砂轮满足了行业对最高质量下,恒定且可追溯加工工艺的要求。
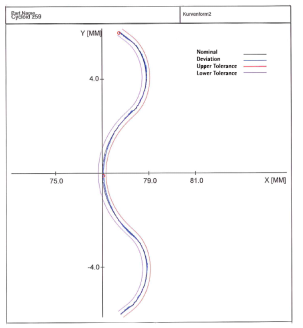 图 2:公差范围为 5 µm 的摆线外轮齿的轮廓曲线
图 2:公差范围为 5 µm 的摆线外轮齿的轮廓曲线
自 1980 年以来,KAPP 一直是市场上的绝对先行者,尤其在开发和生产含有 CBN 这种切削材料的轮廓砂轮方面。过去 40 年来,KAPP NILES 的刀具专家已经习惯于处理最复杂的工件,完全不同的轮廓和最高的质量要求。汽车行业在此期间,用更具价格优势的可修整解决方案取代了更简单的 CBN 磨削任务。但是在许多应用领域中,免修整的 CBN 解决方案却无法弃之不理。例如机器人行业,特别是使用的摆线传动装置的地方,摆线传动装置在图 1中的 KX 300 P 轮齿中心加工。在这里重要的标准首先是高定位精度,驱动器的静态和动态坚固性,以及高应力的同时兼具低磨损特性。
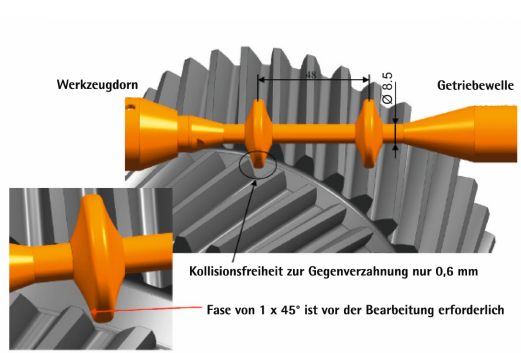
图 3:双斜齿行星齿轮的加工
只有对旋转工件进行高精度磨削,才能保证对摆线传动装置的这些特殊要求。摆线内轮齿和外轮齿的轮廓在旋转时必须精准遵循指定的销栓直径。滚动特性中的最小偏差最终可能导致在使用中未精确到达重要的角度位置,传动装置的磨损增加,并因此造成其使用寿命缩短。
此时工件质量的决定性标准是摆线外部轮廓和径形内部轮廓被精准磨削的轮廓曲线。对于高质量的最终产品,现在批量生产中预计整个轮廓曲线中的形状偏差明显小于 5 µm,如图 2 所示。当然不仅是第一个被磨削的部分,而且是砂轮的整个预期使用寿命的整个过程,根据工件几何形状的不同,此砂轮足以完成 1000 多个工件。取消用来将砂轮磨锐和成型,耗费时间的修整操作。作为刀具制造商,KAPP NILES 通过电镀 CBN 砂轮的高精度轮廓形状来保证轮廓质量。
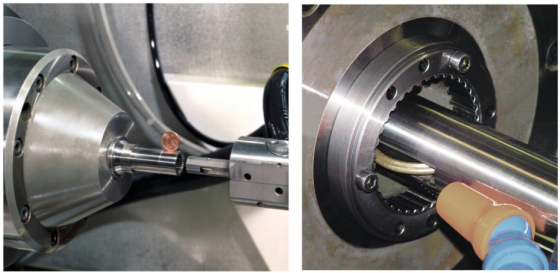
图 4:不同砂轮外直径的对比
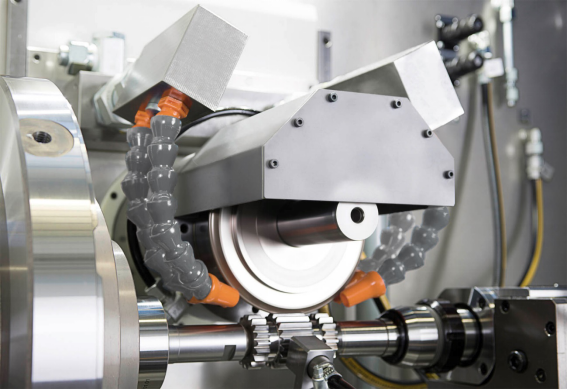
图 5:三联小齿轮的加工
航空业中的磨削任务是 CBN 刀具应用领域的另一示例:
· 加工慢速旋转主转子和快速旋转涡轮机之间的双斜轮齿行星级别,确保改善效率,从而提高能量转换效率。从图 3 中可以看出,行星齿轮的所谓人字形齿轮时,两个轮齿之间的距离只有几毫米,并且在加工时为砂轮的超程留出了很小的空间。这导致刀具的最大可能外直径受到严格限制,以使它们在磨削行程中不在第二轮齿中磨削。
· 对于内齿轮,CBN 砂轮的最大可能外直径受到工件中可用空间的限制。对于行星齿轮的齿圈,该尺寸可能足够大,但是对于花键来说可能非常小。图 4 显示不同砂轮外直径的对比。
· 飞机机翼上的着陆襟翼可在起飞和着陆期间增加浮力。在缩回和伸出时,襟翼通过所谓的执行器调整,它由串联引擎共同的中央传动装置驱动。此时传动装置中也使用所谓的三联小齿轮。小齿轮左右两侧的轮齿相同。中间的轮齿与其他两个轮齿在轮齿数据方面有所不同,例如齿数。从图 5 可以看出,由于尺寸小和相邻轮齿的干涉轮廓,此处只能使用外直径非常小的砂轮。由于 CBN 砂轮的形状极其稳定,尽管刀具直径小,但在整个刀具寿命中磨削质量仍然非常好。
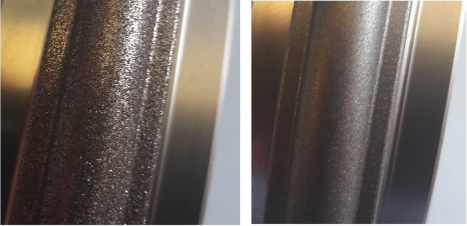
图 6:粗加工和精加工版本的电镀 CBN 砂轮
根据所需精度的不同,以及上游生产链在轮廓误差,直线误差以及圆周运转误差方面的质量,可以选择分一个或多个阶段执行 CBN 磨削流程。现在通常使用含有粗涂层的粗加工砂轮和细涂层的精加工砂轮的两阶段流程,由于连续使用,既可以实现材料去除率高,又可以提高被磨轮齿的最终质量。(参见图 6)
过去几年的经验表明,只有真的将所有参数都考虑在内,才能实现高质量且经济的生产流程。除了高质量的电镀 CBN 砂轮之外,这还包括相应的磨削技术。只有这样,才能实现电镀 CBN 砂轮的实际性能,这不仅体现在轮廓质量和刀具寿命方面,而且在与可修整轮廓磨削相比,其加工时间明显更短,从而使用户受益。
KAPP NILES 用免修整 CBN 磨削刀具的每项应用迎接新的挑战,作为机床、刀具和技术的系统供应商,KAPP NILES 也对您加工任务的性能和经济性承担全部责任。
标签: CBN砂轮
免责声明:凡注明(来源:齿轮头条网)的所有文字、图片、音视和视频文件,版权均为齿轮头条网(www.geartoutiao.com)独家所有,如需转载请与本网联系。任何机构或个人转载使用时须注明来源“齿轮头条网”,违反者本网将追究其法律责任。本网转载并注明其他来源的稿件,均来自互联网或业内投稿人士,版权属于原版权人。转载请保留稿件来源及作者,禁止擅自篡改,违者自负版权法律责任。
网站简介 | 会员服务 | 联系方式 | 帮助信息 | 版权信息 | 网站地图 | 友情链接 | 法律支持
齿轮头条网--齿轮与先进制造业的“全媒体”综合资讯平台
 客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
鑫格尔传媒(北京)有限公司 geartoutiao.com Copyright ©2020-2025,All Rights Reserved 版权所有 不良信息举报中心 | 京ICP备 18007354号-2 | 京公网安备 11011202002671号







 网站客服
网站客服