






企业信息


- •2025重庆市首台(套)重大技术装备新产品发布会暨重大技术装备成果展将在智博会期间举行
- •超临界二氧化碳储能压缩机用多级整体式高速齿轮箱通过鉴定
- •【德国HWR】精密工装夹具实际应用案例 | 格劳博机床引入INOFlex®卡盘与INOZet®桥摆,显著提升生产精度与效率
- •龙蟠润滑油与天远供应联名产品“远龙Ⅰ号”顺利通过中国船级社审厂环节
- •【北美防锈】防止金属货物在运输过程中腐蚀:ZERUST®防锈涂层
- •工业精度 哈量检出 | 精密“智”造开新局
- •GJFD1200A海上风电齿轮箱首台交付
- •诺德MAXXDRIVE XD加长中心距齿轮箱
- •【埃马克中国】Know-How系列:等速万向节的结构原理、加工方案,这下真的懂了!
- •HMCVT 变速箱:发展、原理、优势、挑战与应用全景剖析
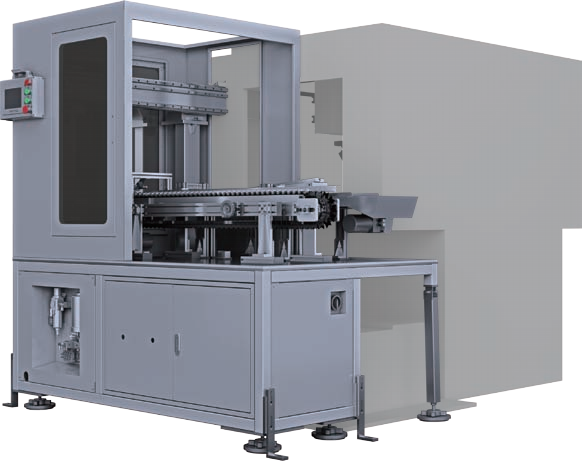
产品名称:JSN型齿轮双面啮合仪
产品介绍:
JSN型 内齿轮双面测量仪是在借鉴早期产品的基础上,将国外先进双啮仪的设计理念与齿轮生产厂家的实际需求相结合,最新开发完成的新一代微机控制智能双啮仪,该产品采用微机数控及误差数据采集智能处理技术,自动完成齿轮的一转中心距变动量Fi",一齿中心距变动量fi"和径向跳动Fr的测量;做到对齿轮的质量状况的快速判定,并能快速确定突跳点(毛刺)的大小及所在位置,方便用户检修。本仪器还开创性地在双啮测量的基础上,检测出齿轮的跨棒距(M)、公法线(W),测量结果比人工测量更稳定、更精确。增加了精达获得国家发明专利的标准齿轮偏心误差修正功能,多年来,无论国外,还是国内的双啮仪都要求标准齿轮比被测齿高2个以上的精度等级,以便减小标准齿轮本身误差对测量结果的影响。即使这样,在双啮测量中,一般仪器本身结构简单,精度可以做的很好,但测量结果仍然分散性很大,制约了利用双面啮合测量仪作为精度等级判断的基础,精达最新利用现代微机控制智能双啮特点,创造性的开发成功标准齿轮自动标定、误差分离、误差修正技术,取得满意的结果,可保证径向综合误差的测量重复精度在5微米之内,为后续评定齿轮精度,误差分组、毛刺、磕碰伤查找建立了基础;
技术特点:
1、仪器采用主机及操作台一体化结构设计,实用方便,造型美观;
2、标准齿轮轴采用密珠钢球滚动轴系,摩擦阻力小,测量精度高;
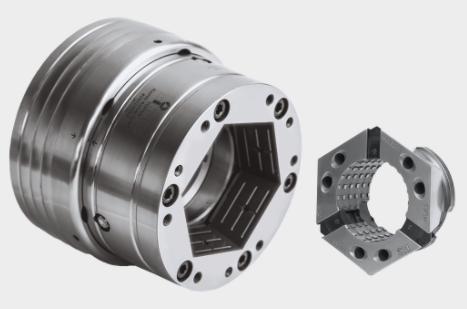
3、工件的装卡结构采用高精密三爪夹盘外圆定位,也可以以内齿圈的齿顶圆定位,方便夹紧与拆卸;
4、工件安装偏心测量,实时地进行修正补偿,消除安装误差的影响;
5、标准齿轮修正技术,大大提高测量的精度和重复性;
6、 驱动电机驱动采用计算机软件控制、伺服系统、光栅系统(美国)及雷赛运动控制系统完成测量控制实现误差项目的全自动测量;
7、WIN7系统下的全新测量软件,可输入被测齿轮、标准齿轮的基本参数(齿数、模数、压力角、变位系数),选取精度等级或自由公差进行误差评定。可设定测量速度、啮合旋转方向,定位毛刺位置,对工件的平均公法线进行分组定义。
8、软件根据测量曲线自动查找毛刺的位置后旋转到操作者面前,方便毛刺修复。
9、检测数据自动保存,并按被测产品型号、日期统计质量指标(CP、CPK值),显示并可打印出测量报告单,具有统计分析功能;
10、根据厂家提供图纸规格从20秒至45秒。
仪器测量功能及测量软件:
1、测量项目:
径向综合总误差: Fi" 、fi"
径向跳动:Fr"
中心距变动上、下偏差:(Eas、Eai)
中心距平均值: A
公法线平均长度: Wk
跨棒距平均值: M
2、所需参数:测量齿轮齿数Z1、被测齿轮齿数Z2、模数M、压力角α、螺旋角β、测量齿轮变位系数、被测齿轮变位系数;
3、测量结果处理:测量曲线极坐标显示、测量曲线直角坐标显示、测量曲线放大倍数设定测量误差数据显示、结果统计分析、结果保存、结果打印;
4、辅助功能:测量齿轮修正、挑毛刺功能设置、中心距分组设定、速度调整、测量旋转方向选择、测量次数选择、结果保存方式设定。
5、WINDOWS XP系统下的全新测量软件,可输入被测齿轮、标准齿轮的基本参数(齿数、模数、压力角、变位系数),选取精度等级或自由公差进行误差评定。可设定测量速度、啮合旋转方向,定位毛刺位置,对工件的平均公法线进行分组定义;
6、检测数据自动保存,并按被测产品型号、日期统计质量指标(CP、CPK值),显示并可打印出测量报告单,具有统计分析功能;
7、标准齿轮误差修正技术,通过软件可修正标准齿轮的径向跳动误差,减小标准齿轮的径向跳动误差对测量结果的影响,保证检测结果的一致性及准确性;
8、可通过软件设定测量速度;
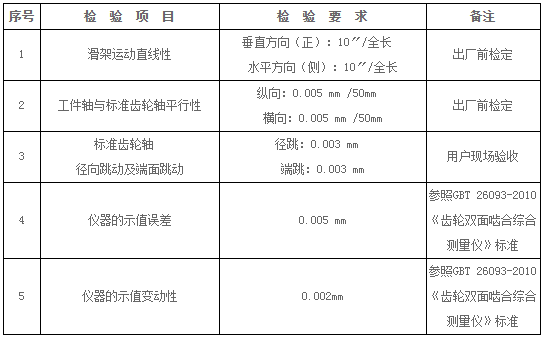
主要精度指标:
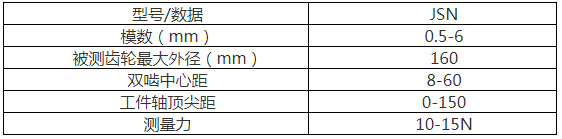
仪器参数:

以上信息由企业自行提供,信息内容的真实性、准确性和合法性由相关企业负责,齿轮头条网对此不承担任何保证责任。 温馨提示:为规避购买风险,建议您在购买产品前务必确认供应商资质及产品质量。
-

强力刮齿
-
滚齿桁架机器人
-

Z系列齿轮测量中心
-
TOPlus 六方卡盘
-

粒子法流体仿真软件shonDy
-
百分百夹具
 客服热线:010-88438553
客服热线:010-88438553 网站客服
网站客服