时间:2025-09-29来源: 作者:
在标准公差的背景下,本文以曲轴前后端总成为案例,重点讨论了套装结构下的孔轴尺寸精度设计方法。在热压装配和非自由条件下,分析了热胀冷缩对配合性质的影响,并以具体案例讨论了热压变形量和精度设计方法。在特殊情况下,讨论了轴承外壳孔、挡环内外圈与飞轮安装止口的精度设计方法。
曲轴是内燃机中最重要的零部件之一,它的作用是将活塞和连杆传来的气体力转变为转矩输出, 以驱动与其相连的传动系统,如汽车、拖拉机、工程机械等,此外,它还要驱动内燃机本身的配气机构以及各种附件等。从结构特征上看,曲轴主要由曲轴前端、曲拐和曲轴后端组成,其中曲拐又分为连杆轴颈、曲柄臂、平衡重等部分。 在非道路内燃机领域,曲轴前端一般会布置曲轴齿轮、轮毂和减震皮带轮等,曲轴齿轮用来驱动正时齿轮系,如惰齿轮、高压油泵齿轮、凸轮轴齿轮、空压机齿轮等;减震皮带轮主要用来驱动各种附件,如水泵、风扇、发电机等。曲轴后端会布置挡环、滚动轴承和飞轮等,其中轴承来支撑动力输出离合器前轴,飞轮用来连接离合器总成。 由于动力源来自于曲轴,所以曲轴齿轮、轮毂、减振皮带轮、飞轮等均要套装在曲轴的前端或后端,整体采用套装结构设计;另外,孔轴公差与配合的选择也是套装结构设计中的重要组成部分,它直接影响机械产品的使用精度、性能和加工成本。
1 关于孔、轴标准公差
GB/T1800.1—2009《极限与配合》中所规定的公差,称为标准公差,它的数值取决于孔或轴的标准公差等级和公称尺寸 。标准公差等级代号由符号IT和阿拉伯数字组成,如IT7、IT8等。孔、轴的标准公差等级各分为20个等级,它们分别用代号IT01、IT0、IT2、IT3、…、IT18表示。其中IT01最高,等级依次减低,IT18最低。 配合公差等于相结合的孔与轴的公差之和,当配合公差较小时,孔与轴的精度要求较高。在过盈配合、过渡配合和小间隙配合中,配合间隙或过盈的允许变动量相对较小。孔的标准公差等级一般不低于8级,轴的标准公差等级一般不低于7级,比如H7/m6。其目的是为了保证以上三种情况下间隙或过盈的允许变动量小,即配合公差不能太大。确定孔和轴的公差等级关系时,要考虑工艺等价性,即同一配合中孔和轴的加工难易程度大致相同。标准公差等级≤IT7时采用异级配合,标准公差等级≥IT8时采用同级配合。在机械制造领域,IT6的轴和IT7的孔应用很广泛,适用于较高精度的重要配合。
2 曲轴前端总成
如图1所示,本文以非道路柴油机用曲轴飞轮总成为案例进行阐述和分析,曲轴前端总成包括:1、曲轴前端,2、曲轴齿轮,3、轮毂,4、减振皮带轮,其中在曲轴前端上布置有小轴颈5(直径φ54)、大轴颈6(直径 φ58)等。
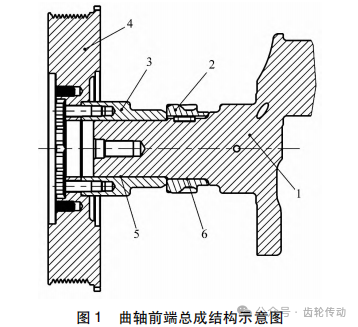
曲轴齿轮与大轴颈的精度设计:如图1所示,在曲轴齿轮1上布置齿轮过孔,直径大小为φ58,然后套装在曲轴前端的大轴颈6上, 采用过盈配合的连接方式,同时使用键与键槽来保证曲轴齿轮的正时。过盈配合连接的特点是结构简单、对中性好、承载能力大、对轴及轮毂的强度削弱小、耐冲击性好。一般情况下,正时齿轮系的负载不是很大,轮系的结构也不经常发生变化,关于齿轮过孔与大轴颈的配合选择,可基于以下原则:(1)根据轻型、中型、重型等压配方式,可选择中型压入装配;(2)根据基孔制优先、常用配合表,可选择“优先配合”;(3)对于薄壁小齿轮,为减小过盈对齿形的影响,谨慎使用很大的过盈配合。根据孔轴标准公差,再结合分析计算、实践经验等,选择齿轮过孔与大轴颈的配合代号为 φ58H7/s6,可产生较大的结合力,采用热压装配工艺。曲轴齿轮要求在150~300℃加热炉中,保温30min后, 热压到曲轴前端的大轴颈上,同时压至与曲轴第一主轴颈的轴肩端面相贴合。
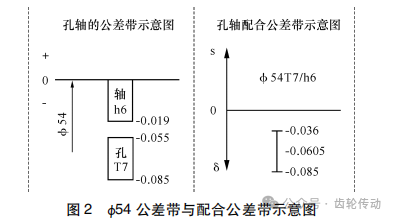
轮毂与小轴颈、减振皮带轮的精度设计:如图1所示,曲轴齿轮套装在大轴颈上,轮毂再套装在小轴颈上,为避免热压装配过程中对结合面的损伤,大小轴颈的截面做成阶梯状,可以使曲轴齿轮顺利穿过小轴颈,为此选择小轴颈的直径为φ54。作为转接件,轮毂起着连接曲轴前端与减振皮带轮的桥梁作用,可以减少曲轴种类、降低工艺复杂性,以及更好的适应减振皮带轮的多样性。考虑前端附件的负载功率、配套轮毂的多变性和曲轴小轴颈的统一性,可采用基轴制配合,选择轮毂过孔与小轴颈的配合代号为φ54T7/h6,它比较接近于重型压配,可产生相当大的结合力,同样采用热压装配工艺。轮毂要求在温度为400℃加热炉中,保温30min,热压到曲轴前端,压至与曲轴齿轮贴合。图2所示为轮毂过孔与小轴颈的公差带与配合公差带示意图,s表示间隙,符号为正;δ表示过盈, 符号为负。它的选择逻辑如下:
(1)在φ90的轮毂外圆上,会套装骨架油封以防止机油泄漏,在油封标注GB/T1387.1—2007中,要求轴的直径公差不得超过h11;
(2)减振皮带轮与轮毂之间要求拆装方便但无相对运动;
(3)根据以上两点,初选减振皮带轮止口与轮毂外圆的配合代号为φ90H7/h6,属于最小间隙为0的间隙配合。
需要注意的是,所谓热压装配实际上是利用了物体热胀冷缩的性质,即物体受热之后会发生膨胀, 受冷之后就会发生收缩,而热胀冷缩可能会改变物体原来的形状。在温差不大的情况下,经历热胀冷缩后,物体的形状一般不会发生改变,但是当温差很大的时候,就有可能使物体发生塑性变形,这样就不可能完全恢复到原来的形状。金属热胀冷缩之后想要回归原有形状,要满足两个条件:
(1)没有出现屈服变形,即在弹性变形范围内;
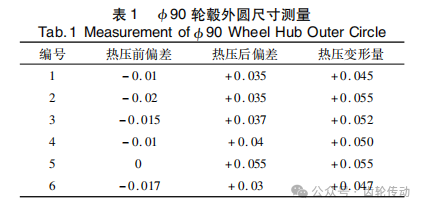
(2)没有受到任何约束,即可以自由膨胀或收缩。在本文中,在将轮毂热压装配到小轴颈后,接下来进行的冷却收缩过程,显然不是自由收缩过程,它受到了小轴颈的阻碍作用,形成了所谓的过盈配合。那么,这就意味着轮毂上φ90h6的尺寸,在经过热压装配后会被胀大,结果就会导致减振皮带轮止口处装配困难,也就是出现了轴大孔小不容易装配的情况。实际上,轮毂外圆与减振皮带轮的止口按φ90H7/h6加工后,在生产过程中确实发生了装配困难的现象,图纸上轮毂φ90h6的公差带为[-0.022~0],热压装配前后测量相关数据如表1所示。热压前外圆直径偏差测量数据均在公差[-0.022~0]的区间范围内,热压后外圆直径全部超差,热压变形量为+0.045~+0.055之间。通过图2我们可以知道,φ54T7/h6配合的平均过盈为-0.0605。为补偿热压变形量,将轮毂Ф90h6的上下极限偏差均减小0.06,这时极限偏差修正为[-0.082~-0.06],保持减振皮带轮止口φ90H7不变。按这个修正公差带再次加工并装车验证,之前装配困难的问题得到了顺利解决。

如表2所示的测量数据,热压装配后实测零件的偏差值刚好在φ90h6的要求范围内,其中一个数据略微超差,这也是没有问题的,根据实际问题分析,即使选择φ90外圆的公差带代号h7[-0.035~0]也是可以满足使用要求的。根据以上数据和分析,最终将轮毂φ90的外圆尺寸公差带定义为[-0.082~-0.06],不再使用国标规定的标准偏差,但公差值还是可以使用标准值,即公差等级为标准IT6级。
3 曲轴后端总成
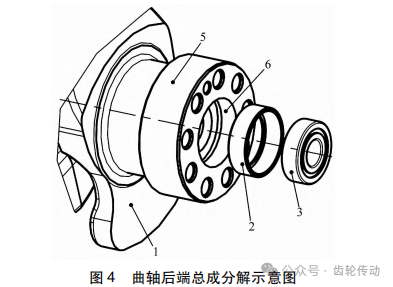
如图3所示,曲轴后端总成包括:1、曲轴后端,2、挡环,3、滚动轴承,4、飞轮,其中在曲轴后端还布置有后轴颈5(直径φ54)、后端内孔6(直径φ52)等。

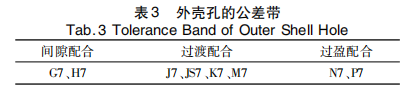
关于轴承外壳孔的精度设计:滚动轴承属于标准件,其外圈与外壳孔的配合采用基轴制,内圈与轴颈的配合采用基孔制。由于滚动轴承内外圈的公差带在生产时已经确定,那么轴承与轴颈、外壳孔的配合选择就是确定相应轴颈和外壳孔的公差带,本文重点关注特殊情况下外壳孔的精度设计。在本案例中,曲轴与输出离合器前轴处于同步旋转状态,它们分别带着轴承的外圈和内圈旋转,而前轴的重力方向始终垂直向下,这样可以实现套圈滚道均匀磨损,从而提高轴承的使用寿命,这种负荷称为循环负荷或旋转负荷。这种情况下套圈与轴颈(或外壳孔)的配合可选择过盈配合或较紧的过渡配合。所选择轴颈或外壳孔的标准公差等级应与轴承公差等级协调,与0级(普通级)轴承配合的轴颈一般为IT6级,外壳孔一般为IT7级,相应外壳孔的公差带如表3所示。
挡环与后端内孔的精度设计:本案例使用普通级6204-2Z滚动轴承,以下简称轴承。如图4所示,后端内孔6按轴承座孔进行设计,也可以安装轴承。为匹配不同型号的轴承,减少曲轴的加工与型号,就设计了一个挡环套装结构,工作时轴承安装于挡环的内孔,然后再将挡环安装于曲轴的后端内孔中,使用挡环的内翻边对轴承外圈进行轴向定位。
关于尺寸精度的选择,原设计方案为:(1)后端内孔与挡环外圈采用了过渡配合,但大概率出现了过盈配合;(2)挡环内孔与轴承外圈采用了过渡配合。在生产过程中试装了20台,结果发现大部分轴承内圈发生了卡滞、转动不灵活的现象。与此同时,还发现当轴承座孔公差带使用N7的时候,轴承会有约60%的卡滞现象发生。经过拆解分析,认为是过盈配合导致轴承外圈向内发生变形, 最终导致了轴承内圈卡滞现象的发生,改进后的设计方案如下:
(1)轴承、挡环内孔的公差与配合
根据标准,查轴承6204-2Z外圈的公差带为φ47[-0.011~0],根据具体工况、实践经验选择内孔的公差带代号为 φ47K7[-0.018~+0.007],两者的配合公差为[-0.018~+0.018]属于过度配合,平均间隙为0,符合相关要求。
(2)挡环外圈、后端座孔的公差与配合
按轴承外壳孔的要求,公差等级IT7,并根据实践经验确定 后端座孔的公差带代号为φ52K7[-0.021~+0.009],将其以图形的形式表示在图5中。
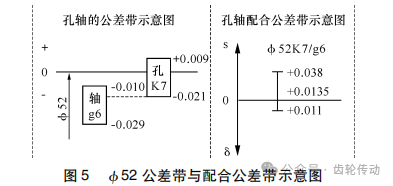
如图5所示,选择挡环外圈(轴)的公差等级IT6,以孔K7公差带的下极限偏差“-0.021”作为挡环外圈上极限偏差的选择参考,可适当向上浮动, 但要确保最终选择的配合中80%左右的概率是间隙配合,20%左右的概率是过盈配合。这样做的目的在于,当挡环带着轴承装入后端座孔时,既可以防止由于配合过松发生脱落,又可以防止过盈过大导致轴承外圈向内发生明显变形,造成轴承内圈卡滞。根据GB/T1800.1—2009,φ52IT6对应的标准公差数值为0.019,再根据以上分析进行对标,选择最接近的公差带代号 φ52g6[-0.029-0.010]最为最终的结果,通过图5中的孔轴配合公差带示意图,可看出该结果符合上述要求,其中+0.0135为平均间隙。至此,挡环外圈与后端座孔的配合代号确定为 φ52K7/g6,经批量试装验证该选择正确,没有轴承内圈卡滞的现象发生,也没有转运过程中挡环脱落的现象发生。这里需要说明的是,假如没有合适、比较接近的公差带代号,也没有必要强行标准化,按以上分析给出合理的上下极限偏差即可。
后轴颈与飞轮安装止口的精度设计:后轴颈的大小为φ105,在其上要套装飞轮部件。对于飞轮来说,它既要求对中性好,又要求拆装方便,那么可以选择过渡配合。关于后轴颈与飞轮止口的精度设计,根据基孔制优先、常用配合表,选择“优先配合”即可,最终确定配合公差代号为φ105H7/k6,经过实践验证反映良好,符合要求。
4 结论
(1)在标准公差的背景下,本文以曲轴前后端总成为案例,重点讨论了套装结构下的孔轴尺寸精度设计方法。
(2)在热压装配和非自由条件下,分析了热胀冷缩对配合性质的影响,并以具体案例讨论了热压变形量和精度设计方法。
(3)在特殊情况下,讨论了轴承外壳孔、挡环内外圈与飞轮安装止口的精度设计方法。
参考文献:略。
标签:
免责声明:凡注明(来源:齿轮头条网)的所有文字、图片、音视和视频文件,版权均为齿轮头条网(www.geartoutiao.com)独家所有,如需转载请与本网联系。任何机构或个人转载使用时须注明来源“齿轮头条网”,违反者本网将追究其法律责任。本网转载并注明其他来源的稿件,均来自互联网或业内投稿人士,版权属于原版权人。转载请保留稿件来源及作者,禁止擅自篡改,违者自负版权法律责任。
相关资讯


![]() 最新新闻
最新新闻
网站简介 | 会员服务 | 联系方式 | 帮助信息 | 版权信息 | 网站地图 | 友情链接 | 法律支持
齿轮头条网--齿轮与先进制造业的“全媒体”综合资讯平台
 客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
鑫格尔传媒(北京)有限公司 geartoutiao.com Copyright ©2020-2025,All Rights Reserved 版权所有 不良信息举报中心 | 京ICP备 18007354号-2 | 京公网安备 11011202002671号


 网站客服
网站客服