时间:2022-09-05来源:煤矿机械 作者:王彩英
剃齿加工成形作为齿轮加工成形方式之一,具有加工效率高、经济价值高等特点。以某型斜齿轮为研究对象,对斜齿轮轴向剃齿加工成形进行分析,同时对斜齿轮轴向剃齿加工动力学特性进行研究。研究及分析结果表明:在斜齿轮轴向加工成形过程中,随着展开角度增加,剃齿刀关键加工参数呈现逐渐减小的趋势,而被加工斜齿轮关键参数基本保持不变;不同展开角度下,剃齿刀受力、加速度及速度等动力学特性参数不同。该研究可为斜齿轮剃齿加工成形、剃齿加工过程中振动噪声减小等方面提供理论依据及技术支持。
斜齿轮作为机械传动中常用零件,具有承载能力强、经久耐用等优点,因其传动平稳、冲击振动噪声小、承载能力大等特点在重载场合中应用广泛。为了获得加工精度高、综合性能优良的斜齿轮,国内外众多学者对斜齿轮材料、加工成形、热处理及结构优化等方面进行了优化和改进。基于对斜齿轮剃齿成形的研究,以某型斜齿轮为研究对象,对斜齿轮轴向剃齿动力学特性进行研究,为斜齿轮轴向剃齿加工成形提供重要的参考。

一、 斜齿轮轴向剃齿成形原理
斜齿轮在轴向剃齿加工成形过程中,斜齿轮轴线与剃齿刀轴线存在一定的角度即轴交角,如图 1 所示。
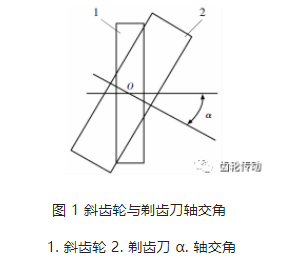
由图 1 可知,根据加工位置、加工齿形深度的不同,斜齿轮与剃齿刀轴交角大小是不断变化的,为了保证轴向剃齿加工成形的斜齿轮传动精度高,需要轴向剃齿加工成形对应的参数随动变化,从而保证轴向剃齿加工出来的斜齿轮精度好。
斜齿轮轴向剃齿加工成形原理如图 2 所示。斜齿轮轴向剃齿加工主要由剃齿刀、带固定座待加工成形的斜齿轮组成。剃齿刀做绕自身轴线的旋转运动和沿斜齿轮轴线的平移运动,待加工成形的斜齿轮做绕自身轴线的旋转运动,剃齿刀与待加工成形的斜齿轮接触,在剃齿力作用下同时在旋转和平移的运动下逐渐将斜齿轮加工成形。

二、 斜齿轮轴向剃齿加工成形
轴向剃齿加工成形是斜齿轮的一种既经济又高效的精加工成形方式。剃齿刀设计为齿面上有锯齿状的螺旋圆柱斜齿轮的形式。为了高效、高精度地将斜齿轮剃齿加工成形,在斜齿轮轴向剃齿加工成形过程中,需要对剃齿刀进行多次刃磨,一般需要 4~10 次。在斜齿轮轴向剃齿加工成形中,剃齿刀朝向被加工斜齿轮的进给运动和被加工斜齿轮轴线平行,没有剃齿刀的径向运动,这样使得轴向剃齿加工成形适合加工宽度较大的大型齿轮。本文研究的斜齿轮轴向剃齿加工成形剃齿刀参数:
齿数:43;法向模数/mm:4.25;法向压力角/(°):20;螺旋角/(°):15;剃刀分度圆直径上的法向齿厚/mm:6.579;最终刃磨剃刀分度圆直径上的法向齿厚/mm :6.079 ;剃刀齿顶圆直径 Φ/mm:197.7 ;最终刃磨剃刀齿顶圆直径 Φ/mm:195.961。
根据斜齿轮轴向剃齿加工成形剃齿刀参数及斜齿轮轴向剃齿加工成形原理,对斜齿轮进行轴向剃齿加工成形。斜齿轮加工成形过程中需要对剃齿刀进行刃磨,得到斜齿轮轴向剃齿加工成形不同刃磨次数下关键参数如表 1 所示。
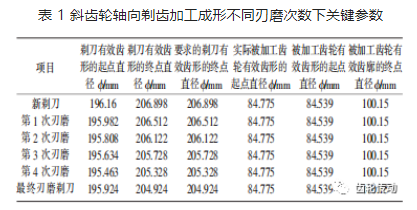
由表 1 可知,在斜齿轮轴向剃齿加工成形过程中,随着剃齿刀刃磨次数增加,剃刀有效齿形的起点直径、剃刀有效齿形的终点直径、要求的剃刀有效齿形的终点直径逐渐减小,而实际被加工齿轮有效齿形的起点直径、被加工齿轮有效齿形的起点直径、被加工齿轮有效齿廓的终点直径基本保持不变。根据表 1 得到斜齿轮轴向剃齿加工成形不同刃磨次数下斜齿轮和剃齿刀之间的关键参数如表 2 所示。
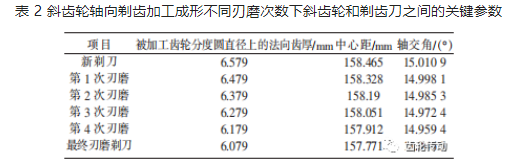
由表 2 可知,在斜齿轮轴向剃齿加工成形过程中,随着剃齿刀刃磨次数增加,被加工齿轮分度圆直径上的法向齿厚、斜齿轮与剃齿刀之间的中心距、斜齿轮与剃齿刀之间的轴交角都呈现逐渐减小的趋势。在实际加工中上述参数的微调变动让剃齿刀对应参数坐标与加工斜齿轮要求的坐标参数吻合度更高,加工出来的斜齿轮精度更好。
三、 斜齿轮轴向剃齿加工动力学特性研究
根据斜齿轮轴向剃齿加工成形过程及参数,仿真计算得到斜齿轮轴向剃齿加工成形中不同展开角度下的剃齿刀受力情况如图 3 所示。
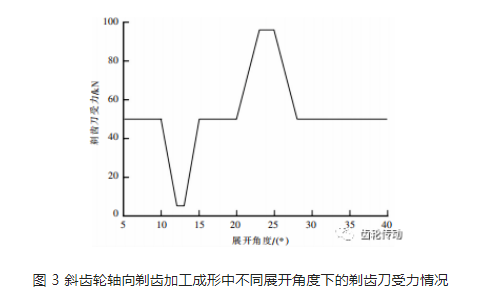
由图 3 可知,在斜齿轮轴向剃齿加工成形过程中,在不同的展开角度下剃齿刀受力不同。整体表现为随着展开角度增加,剃齿刀受力呈现正、反向齿形的交替周期性变化。
为了更好地了解斜齿轮轴向剃齿加工过程中的动力学特性,仿真计算得到斜齿轮轴向剃齿加工成形中不同展开角度下的剃齿刀加速度、速度变化规律如图 4 所示。
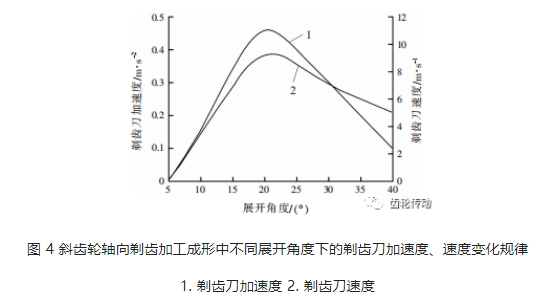
由图 4 可知,在斜齿轮轴向剃齿加工成形过程中,在不同的展开角度下剃齿刀加速度和速度不同。整体表现为随着展开角度增加,剃齿刀加速度和速度都呈现先增加后减小的变化趋势。
四、 结语
斜齿轮作为斜齿轮传动系统中的重要零件,直接影响斜齿轮传动效率、精度、平稳性。斜齿轮传动系统由于其具有承载能力大、疲劳寿命高等优良特点,在船舶、煤矿、工程机械、航空航天等重载领域中广泛应用。以某型斜齿轮为研究对象,基于斜齿轮轴向剃齿加工成形工艺,对斜齿轮轴向加工成形关键参数及动力学特性进行研究和分析,获得斜齿轮在轴向加工成形过程中的关键参数及动力学特性的变化规律,为斜齿轮剃齿加工成形、增加剃刀寿命、减小加工振动噪声等方面提供了有益的借鉴及技术支持。
上一篇:工业机器人用传动齿轮设计研究
下一篇:采煤机摇臂齿轮箱故障诊断技术分析
免责声明:凡注明(来源:齿轮头条网)的所有文字、图片、音视和视频文件,版权均为齿轮头条网(www.geartoutiao.com)独家所有,如需转载请与本网联系。任何机构或个人转载使用时须注明来源“齿轮头条网”,违反者本网将追究其法律责任。本网转载并注明其他来源的稿件,均来自互联网或业内投稿人士,版权属于原版权人。转载请保留稿件来源及作者,禁止擅自篡改,违者自负版权法律责任。
相关资讯
网站简介 | 会员服务 | 联系方式 | 帮助信息 | 版权信息 | 网站地图 | 友情链接 | 法律支持
齿轮头条网--齿轮与先进制造业的“全媒体”综合资讯平台
 客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
鑫格尔传媒(北京)有限公司 geartoutiao.com Copyright ©2020-2025,All Rights Reserved 版权所有 不良信息举报中心 | 京ICP备 18007354号-2 | 京公网安备 11011202002671号





 网站客服
网站客服