时间:2025-10-14来源: 作者:
齿轮轴是一种关键的机械部件,齿轮与轴为一体,不仅具有传递转矩和旋转运动的功能,还承担着支撑和定位的重要作用。本文以常用的齿轮轴为检测对象,首先利用三坐标测量机完成测头配置、校验,坐标系建立及几何特征检测策略设置,然后运行程序自动完成所有几何特征测量与评价,最后对测量结果进行误差分析并提出合理化建议。
PART.0
引言
齿轮轴广泛应用于各种机械设备中,如汽车、工业机械、航空航天等,是机械传动系统中不可或缺的一部分。齿轮轴的设计通常考虑其承载能力、耐磨性和使用寿命等因素。其材质多为高强度、高硬度的合金钢或不锈钢,以确保在承受高负荷和冲击时仍能保持稳定的性能。此外,齿轮轴的加工精度和表面质量也对其使用效果产生重要影响,因此,制造过程中常采用精密的加工工艺和严格的检测手段。总之,齿轮轴作为机械传动中的核心部件,其性能和质量直接影响到整个机械系统的运行稳定性和可靠性,是机械设计和制造中需要重点关注的对象。随着机械技术的不断发展,齿轮轴的设计和制造工艺也将不断进步,以满足更高更复杂的机械传动需求。因此齿轮轴的 检测受到各个企业的高度关注,本文主要介绍通过三坐标测量机完成齿轮轴的检测,包括:三坐标测量机原理、轴类零件坐标系建立、几何特征测量与评价及误差分析。
PART.1
三坐标测量机概述
三坐标测量机结构组成:三坐标测量机是一种高精度的测量设备,通常由主机、测头、控制系统以及数据处理软件等部分组成。主机部分包括三个相互垂直的轴(X轴、Y轴和Z轴),它们构成了一个三维空间坐标系。测头是测量机的关键部件,决定着三坐标测量机的精度水平,用于接触被测工件并获取测量数据。控制系统则负责驱动各轴的运动以及数据的集和传输。本文应用的三坐标测量机品牌为海克斯康,测量精度达5μm,在X方向移动行程为500mm,Y方向移动行程为700mm,Z方向移动行程为500mm。测头主要由测座(HH-MI)和测针(TIP2BY21MM)组成,测座可以旋转角度范围为A角(0°~90°),B角 (-180°~180°),分度为15°,数据处理软件为PC-DMIS,通过软件在线完成待测零件的几何特征测量与评价。
三坐标测量机工作原理:在工作时,三坐标测量机首先通过控制系统实现各轴的运动,使测头按照预定的路径移动到被测工件上的指定位置。然后,测头与被测工件表面接触,通过感受接触力或位移等物理量,将测量信息转化为电信号。这些电信号经过电气系统的处理和转换,最终得到被测工件在三维空间中的坐标值。这些坐标值被传输到数据处理软件,它能够对采集到的测量数据进行处理和分析,如计算工件的尺寸、形状和位置等参数,以及进行误差分析和补偿等。通过数据处理软件,用户可以方便地获取所需的测量结果,并对其进行进一步的分析和应用。实现了对工件在三维空间中的高精度测量。这种测量技术广泛应用于机械制造、汽车、航空航天等领域,对于保证产品质量和提高生产效率具有重要意义。
PART.2
测量任务分析
图1为本次被测对象的零件图,根据图纸分析可以看出待测几何特征主要为直径、长度、同轴度和圆度。分析后针对本次待测零件选择合适的测针型号,使用测针角度A0B0的方向即可完成所有几何特征测量,测量流程图如图2, 待所有几何特征测量结束后选择合适的评价手段完成尺寸评价。

图 1 齿轮轴零件图
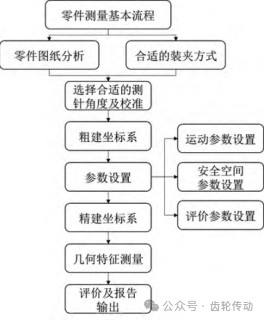
图 2 测量过程基本流程
PART.3
三坐标测量机检测齿轮轴案例
测头校验:针对本次被测对象选择测针型号为TIP2BY21MM, 测针角度为A0B0。打开PC-DMIS测量软件,在程序编辑窗口在加载测头处按F9调出测头工具框,完成测头配置,点击测量后打开校验测头对话框,设置测头运动参数,其中将测点数为12, 逼近/回退距离为3mm, 移动速度为100mm/s, 接触速度为1mm, 测点分布层数为3, 起始角为0°, 终止角为90°。在添加工具中对校验工具-标准球参数进行设置,支撑矢量(I,J,K)=(0, 0,1),直径为19.0509mm。由于本次使用的测头为机械式,因此选择测量模式为DCC+DCC, 只需在A0B0的角度上采集定位点。图3为本次测量结果,可以看出标准球超差在0.005mm, 满足精度要求。
图 3 校准后结果显示
建立坐标系:三坐标测量机建立坐标系做成分为粗建和精建。本次被测对象为回转体,选择单轴建立坐标系方法。首先完成粗建坐标系,在手动模式下按Alt+F4切换至程序模式,在轴段上测量6个点形成柱体1, 插入新建坐标系,将柱体1的矢量方向定义为Y-方向,再把柱体1的轴线上的点在X和Z坐标置于零;在轴类零件左端面测量3个点形成平面1, 将平面1上点的Y坐标至于零,粗建坐标系结束,坐标系原点位置如图4。然后按Alt+Z切换到自动模式,为确保在测量不同特征之间测头不发生碰撞,需设置安全空间,按Alt+C打开安全空间设置偏置值为20mm, 激活安全空间,如图5, 然后采用自动测量特征命令完成柱体2和平面2的测量,按照粗建坐标系的设置方法完成精建坐标系。最后通过操纵盒移动测头在坐标系原点附近,可以看出测头读数接近于0, 如图6。证明坐标系建立正确,可以完成后面几何特征测量与评价。
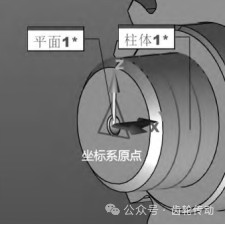
图 4 坐标系原点
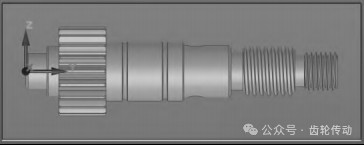
图 5 安全空间

图 6 坐标系原点位置验证
几何特征测量与评价:
直径测量与评价:在自动模式下,所有的几何特征测量都是自动完成,选择自动测量圆命令,点击需要测量的轴段表面,将特征圆的中心点设置在合理位置,设置测量起始角为45°, 终止角为135°, 测量方向为逆时针,测点数量为6, 深度为-3mm , 完成圆1的测量程序,如图7。在评价命令行选择位置,输入圆1的公称尺寸Ø15和公差范围,依次类推对圆2(Ø22)和圆3(Ø25)的直径完成评价。

图 7 圆1测量程序
长度测量与评价:对于回转体长度测量需要测量两个平面,为了准确测量回转体平面需要选择自动平面命令中的平面圆测量策略,定义测头测量轨迹,将测量直径设置为28mm, 起始角为30°, 终止角为150°, 测点总数为7, 如图8, 创建平面3, 以相同的方式完成平面4的测量。采用平面圆测量策略具有测点覆盖面广且分布均匀等优点。对平面3和平面4采用距离评价命令完成长度测量。
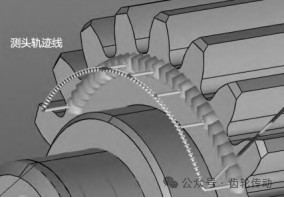
图 8 平面圆测量策略
几何公差测量与评价:分析图纸可知该被测对象包括几何公差项目有同轴度和圆度。圆度是一个形状公差,它反映了实际圆形状与理想圆形状的偏离程度。在评价时,通常会作一个外包容圆和与之同心的内包容圆去包容实际圆轮廓,两同心圆的半径差值即为圆度误差。对于圆度测量要求测点数量至少为4, 一般要求测量6~8个点,由于圆2测量点数为6, 因此可以满足评价圆度要求,选择圆度命令设置公差值为0.04mm, 完成圆度评价。同轴度误差是零件上要求在同一直线上的两根轴线之间发生的偏离,这种偏离可能是被测轴线弯曲、倾斜或偏移的结果,通常反映在横截面上的圆心的不同心。由于被测要素和基准要素距离较远,因此需要在被测要素和基准要素上分别测两层距离较近的圆,然后通过构造命令得到四个圆截面圆心的中心线,以中心线为基准A , 如图9。选择同轴度命令对柱体2进行评价。
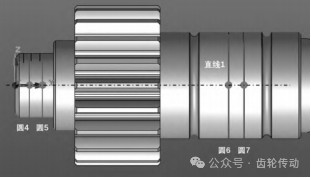
图 9 同轴度测量策略
PART.4
测量结果与误差分析
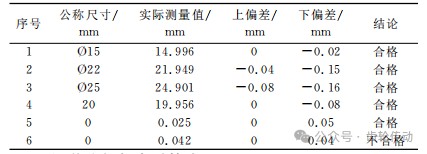
测量结果分析:图10为齿轮轴测量程序运行后测头的轨迹线,通过进行碰撞检测后发现无碰撞。将光标放置测量程序开始位置,按快捷键(Ctrl+U)执行程序,首先在手动模式下完成柱体1和平面1的测量,将机器坐标系转换成工件坐标系,然后机器自动完成柱体2、平面2、圆1和圆2及以后几何特征测量,最后进行尺寸和几何公差评价。评价结果见表1, 可以看出直径误差相对较小,同轴度误差较大。
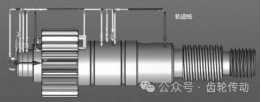
图 10 检测程序测头轨迹线
表 1 测量结果分析
误差分析与应对策略:测量误差来源主要有计量器具本身存在的误差、环境误差、人员误差和方法误差等多种因素,通过对本次测量过程进行分析得出影响测量精度的因素主要有以下几点:
环境温度引起的测量误差:三坐标测量机属于高精度测量设备,对环境温度有着严格要求,一般规定为20±2℃, 由于整个测量过程是在室温环境下完成,且测头系统、机器本身及夹具三者温度不一样,需要考虑三者温度不一致而引起的误差。因此在完成测量前需要将计量室空调提前开放,将温度控制在20℃左右后再进行检测任务,待测零件检测前应将其置于计量室内一段时间,最大程度降低温度对检测精度的影响。
测针磨损与零件装夹:三坐标测量机的检测精度取决于测针,本次使用的测针直径为2mm, 由于长期使用某个测针角度可能存在磨损情况,但在测头校准时误差又在允许范围之内,从而影响检测精度。如果零件在装夹时位置过于倾斜也会造成工件坐标系在建立过程中与机器坐标系偏差太大,引起误差。 因此需要不定期对测头系统进行校准,发现误差太大应及时更换测头,在零件装夹时应该利用三坐标测量机自带的轴向锁定功能进行零件找正,从而降低测头系统和装夹方式不正确引起的测量误差。
移动速度与接触力大小:三坐标测量机属于接触式测量,如果移动速度或者接触力过大,有可能由于惯性的存在使测针和待测零件接触时发生弹性变形。因此需要设置合适的测头系统移动速度来避免惯性的影响,从而保证每一个几何特征测量点的接触力尽可能一致,从而提高测量精度。
参考文献:略
标签:
免责声明:凡注明(来源:齿轮头条网)的所有文字、图片、音视和视频文件,版权均为齿轮头条网(www.geartoutiao.com)独家所有,如需转载请与本网联系。任何机构或个人转载使用时须注明来源“齿轮头条网”,违反者本网将追究其法律责任。本网转载并注明其他来源的稿件,均来自互联网或业内投稿人士,版权属于原版权人。转载请保留稿件来源及作者,禁止擅自篡改,违者自负版权法律责任。
相关资讯


![]() 最新新闻
最新新闻
网站简介 | 会员服务 | 联系方式 | 帮助信息 | 版权信息 | 网站地图 | 友情链接 | 法律支持
齿轮头条网--齿轮与先进制造业的“全媒体”综合资讯平台
 客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
鑫格尔传媒(北京)有限公司 geartoutiao.com Copyright ©2020-2025,All Rights Reserved 版权所有 不良信息举报中心 | 京ICP备 18007354号-2 | 京公网安备 11011202002671号





 网站客服
网站客服