时间:2022-06-23来源:齿轮传动 作者:李志义
目前国内节能降耗高精度渗碳齿轮企业情况介绍:天津德国SEW、ZF、弗兰德、天津美国麦格纳、上海美国贝辉、唐山日本住友、重庆机床厂等近百家企业采用我们的发明专利:天然气净化方法,节能20%左右(吸热式气氛)渗碳速度提11%,渗碳淬火件表面光亮银灰色,无碳黑,表面层非马组织在同一类渗碳方法下,非马组织最低处于世界领先地位,淬火油老化下降,油耗最低。
正如2005年世界顶级高精齿轮制造专家,波伦.莫斯特博士所说:在欧洲采用吸热式气氛的多用炉:没有一家能够达到如此节能降耗,渗碳淬火件表面层非马组织最低的产品。
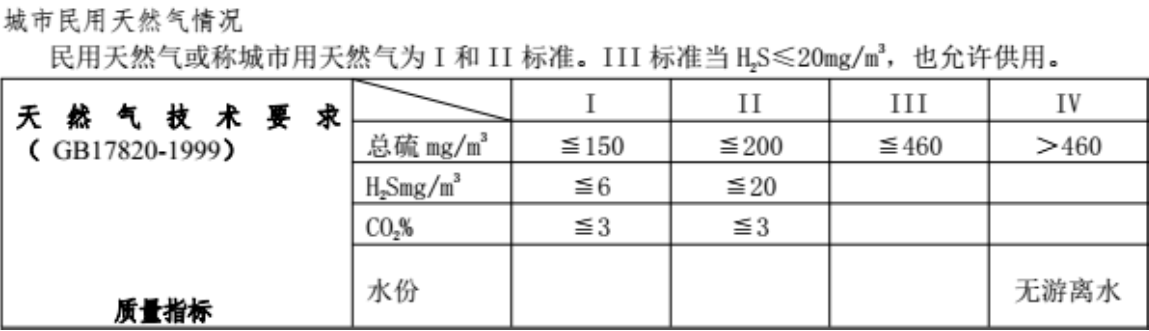
民用天然气或称城市天然气标准。
一、城市民用天然气情况
实际如何:各个地区不同,以天津为例:
1. 2015年3月天津民用天然气检测数据:
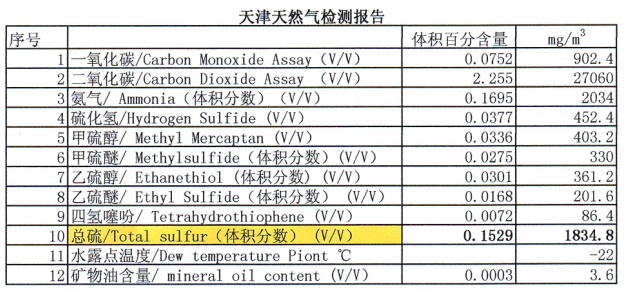
2. 根据用户检测得到的真实情况,请看图中原料天然气检测结果。
检测时间:2016年5月,检测地点:天津XXX公司

3. 渗碳齿轮淬火件热处理表面层非马氏体最低渗碳层深度0.8~1.2mm检测

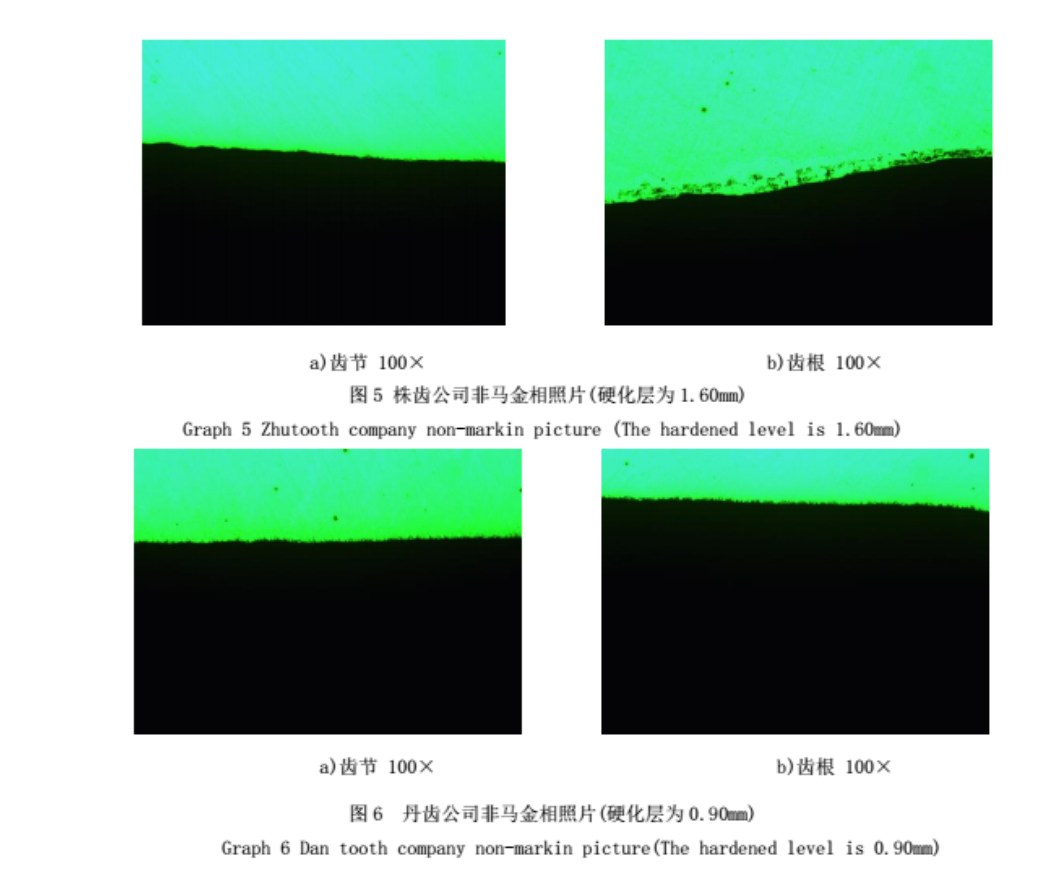
二、部分渗碳淬火件表面层非马氏体
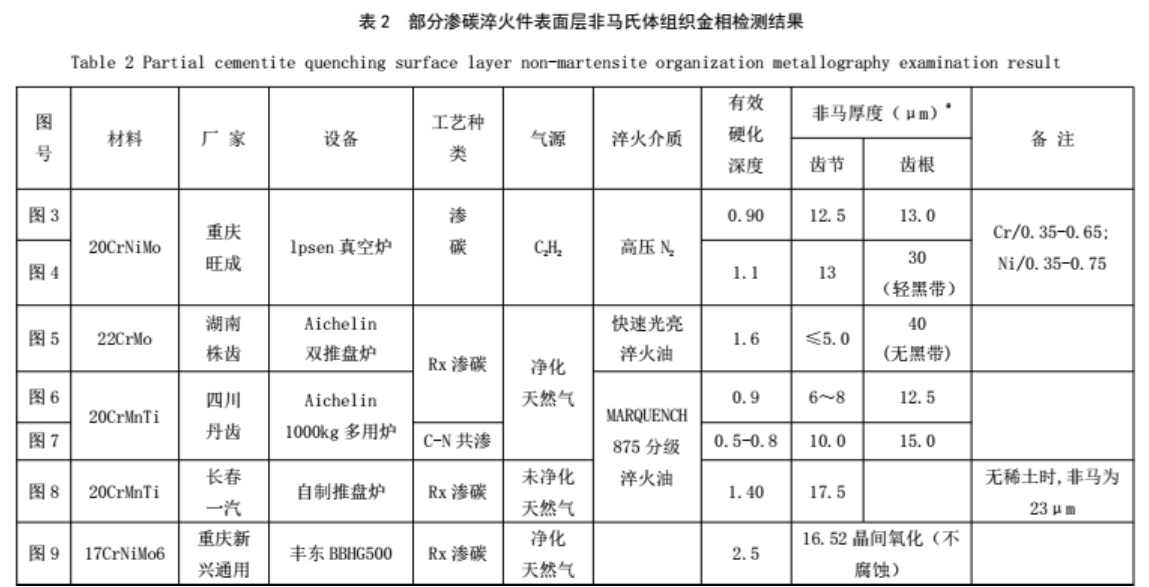
有不少厂家在宣传真空炉渗碳时;无氧化、无脱碳、无非马,这是为宣传说假话
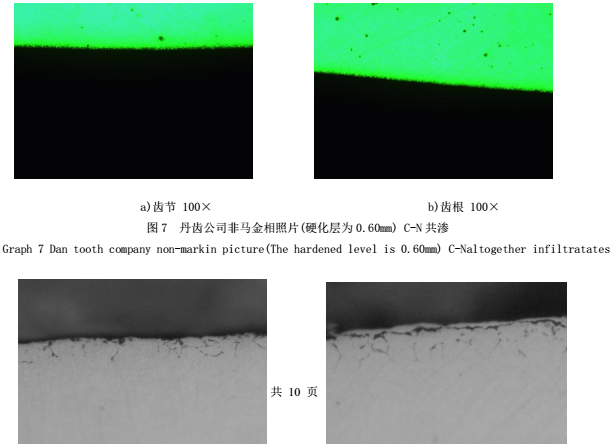
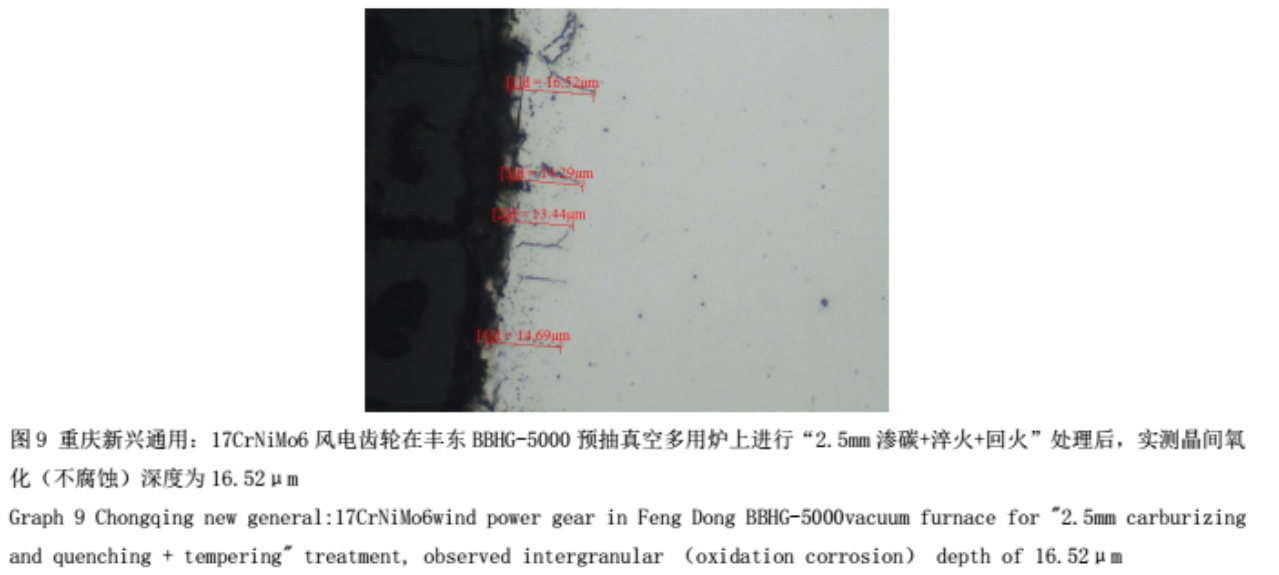
三、对于重载齿轮:非马氏体组织采用不腐蚀看晶间氧化
1. 美国通用风电:在有效硬化层2.5mm时晶间氧化控制40μm以内。
2. 德国采埃孚风电:在有效硬化层3.4mm时晶间氧化控制30μm以内。
德国XX风电(天津)公司齿轮金相图片如下图10、11、12、13。XX的设备是德国进口IVA的井式炉,采用吸热式气氛,齿轮材质:18CrNiMo7-6HH,有效硬化层深度3.4mm ,晶间氧化, 试样为试棒。
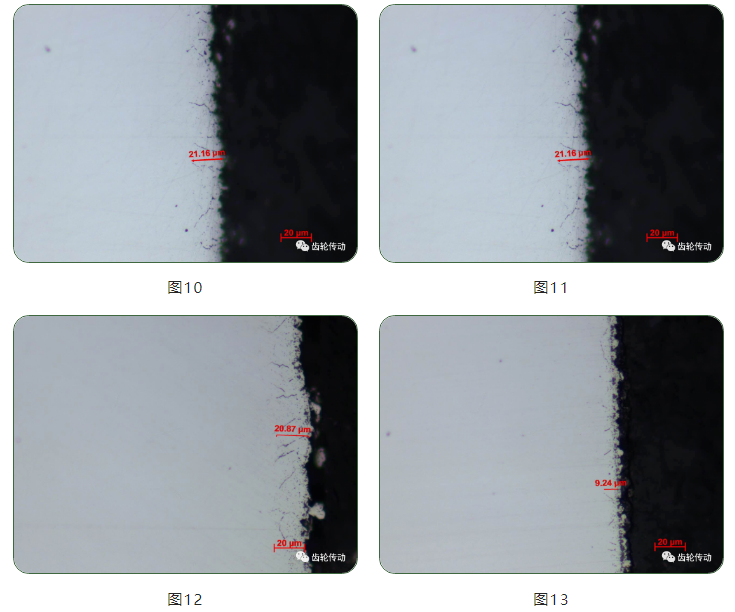
因为试样为试棒,渗碳淬火前的前处理质量欠佳,图11、图12晶间氧化比较差,由於实际齿轮的前处理较好。估计实际齿轮的晶间氧化控制在15μm以下,处于世界领先地位。(美国企业标准为:有效硬化层深度2.4mm,晶间氧化≤40μm),最终整体风电服役寿命保证20年无故障,我们应先达到20年后再提高能不能提高到30年有待各方面努力、创新......
四、应力的分类方法很多,通常我们分为:压应力和拉应力
压应力:喷丸强化(疲劳强度离表面0.2~0.4mm),碾压强化,轻击槌击强化,渗碳淬火压应力等
拉应力:磨削,冲压,(一边为压应力,反边为拉应力) 剪切,撕切,拉伸等
1. 应力的存在由西安交大何家文教授作的研究,在温度的作用下会逐渐衰减,一般在400 ℃左右时基本消除,所以以喷丸强化形成的压应力在高速齿轮旋转时产生的热量逐渐衰减,所以喷丸强化压应力在高速齿轮上使用受限,我们应该强调渗碳淬火压应力不受温度的影响。
2. 喷丸强化时如果丸粒都是好的完整的表面会是压应力,当丸粒使用时间后出现崩裂时,打击到工件表面会出现划痕不仅是拉应力而且是微裂纹的源头........德国人J.Weber博士在”表面处理氢脆领域的研究”:证明拉应力和压应力在同一个应力值同一电规范下渗氢量拉应力是压应力的三倍,为什么喷丸强化的渗氢量低,作者认为在喷丸的表面层由于压应力的存在氢质子容易形成氢原子接着又形成氢分子不易钻进钢中当表面为拉应力时氢质子很容易顺着划痕钻进钢中形成氢脆的隐患。
3. 通过升温加热压应力和拉应力在消除过程中德国人J.Weber博士发现喷丸压应力在400 ℃时候转变成拉应力然后随着温度升高消除。
4. 为了防止零件变形:①特别是冲压件的渗碳件或淬火件时在加热400 ℃时停留半小时可以减少变形量。②对齿轮渗碳淬火前进行等温正火或等温退火使组织均匀晶粒大小均匀,可减少变形量,而且使渗碳淬火件表面层非马氏体组织降低。
五、喷丸强化
(一般0.2~0.4mm强化深度)(国内最早出版的喷丸强化一书是王仁智撰写(57年哈工大毕业)此书是以苏联“喷丸强化”一书为版本)
1. 喷丸强化工艺,可以使表面层非马氏体组织减少的同时,使表面压应力增大,提高了齿轮在运行中的耐磨性、疲劳性,已广泛使用。对喷丸的研究发展了硬喷丸(500HV以上)和二次喷丸(即先进行硬喷丸后再进行小粒喷丸。强韧性喷丸粒的开发,均取得可喜的效果……)。
2. 西安交大何家文教授对这种应力进行研究,该压应力随温度的上升而逐渐衰减,一般在400℃左右就衰减完毕。因此,对高速齿轮就应特别注意:所谓国产齿轮比不了进口齿轮,这也许是其中的原因之一。
3. 由于各专家、学者在研究喷丸强化时,(大多数报喜不报忧)对长期服役的丸粒、崩牙问题的筛选每一次采用空气吹动重量分选方法和尺寸的筛选方法将崩牙的丸粒筛去以及螺旋滚动筛分,定时抽检,定时报废喷丸丸粒…….
4. 我在同有关企业交流中发现:相当的工厂技术人员承认筛选后约1~2%的丸粒由于崩牙部分小;尺寸和重量差别不大,未能筛走,这是喷丸的缺陷,必然使疲劳寿命大幅度下降!
5. 希望各位专家、学者重视这个重大隐患。我因不知这隐患,按王仁智的书实施某军用弹簧的喷丸寿命提高2.5倍,后来在后期检验中因崩牙划痕寿命下降1/3的事故。
6. 对有色金属,内应力下再结晶退火温度低,使用中升温引起再结晶使性能大大下降,需引起关注。
06磨齿
1. 磨齿可以使表面层非马氏体组织降低的同时,使齿轮尺寸精度提高,但好的磨齿设备售价一千多万人民币一台,磨削后使齿轮表面压应力转为拉应力,不利于齿轮耐磨性疲劳性的提高。
2. 目前国内外厂家均采用各种措施减少变形,减少渗碳齿轮非马氏体组织层深,以达到不磨齿、少磨齿的目的。如:德国SEW公司,国内湖南株齿、重庆青山、四川丹陵齿轮等公司,不仅提高了工效和降低成本,而且提高了渗碳齿轮的质量。
3. 英国Bhadehia院士认为: 轴承钢的研磨引起的拉应力在氢的作用使服役寿命下降。特别强调氢含量的控制。国内重载齿轮JB/T13027-2017氢含量控制在2ppm,氧含量控制在20ppm。问题是热处理环境下的渗氢、渗氧、渗硫、渗汞、渗铅、渗砷等的控制。苏联学者提出白点的形成第二机理氢+硫值得重视。
4. 请关注:磨削时的进刀量,砂轮的粒度、砂轮和磨床时效变形和加工夹具延径向的跳动量、助磨剂质量控制(用量,控温,变质更换…)渗碳齿轮的残留氢含量,有关单位检测:远远超过原材料≤2ppm,因而引起磨削应力和应力作用下的残留氢的偏聚(这局部氢的偏聚大大超过2ppm),使残余奥氏体→马氏体相变(未回火的马氏体)→磨削裂纹;有个别为羽毛状微裂纹相当一部分是延迟断裂的裂纹。“延迟”是典型的氢脆断裂表征。
标签: 热处理
下一篇:FVA讲义—锥齿轮轮体设计
免责声明:凡注明(来源:齿轮头条网)的所有文字、图片、音视和视频文件,版权均为齿轮头条网(www.geartoutiao.com)独家所有,如需转载请与本网联系。任何机构或个人转载使用时须注明来源“齿轮头条网”,违反者本网将追究其法律责任。本网转载并注明其他来源的稿件,均来自互联网或业内投稿人士,版权属于原版权人。转载请保留稿件来源及作者,禁止擅自篡改,违者自负版权法律责任。
相关资讯
网站简介 | 会员服务 | 联系方式 | 帮助信息 | 版权信息 | 网站地图 | 友情链接 | 法律支持
齿轮头条网--齿轮与先进制造业的“全媒体”综合资讯平台
 客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
鑫格尔传媒(北京)有限公司 geartoutiao.com Copyright ©2020-2025,All Rights Reserved 版权所有 不良信息举报中心 | 京ICP备 18007354号-2 | 京公网安备 11011202002671号









 网站客服
网站客服