
![]() 300次播放
300次播放

![]() 299次播放
299次播放
![]() 299次播放
299次播放

![]() 299次播放
299次播放
![]() 299次播放
299次播放
![]() 299次播放
299次播放
![]() 299次播放
299次播放
![]() 298次播放
298次播放
![]() 298次播放
298次播放
![]() 298次播放
298次播放
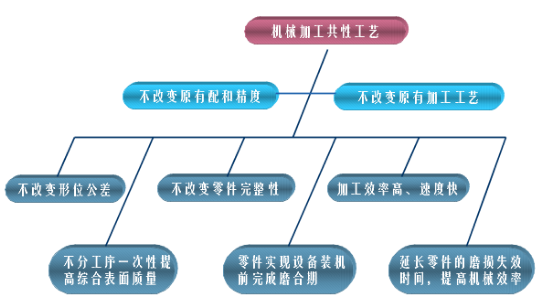
1.滚磨光整加工的概念
滚磨光整加工是将被加工零件置于盛有磨料和磨液等介质的滚筒中,在复杂的相对运动下,游离状态的磨料始终以一定的压力对零件表面进行碰撞、滚压及微量磨削,从而达到细化表面粗糙度,去除加工毛刺和表面微观缺陷,改善表面物理机械性能,达到提高零件表面质量和改善使用性能的目的。
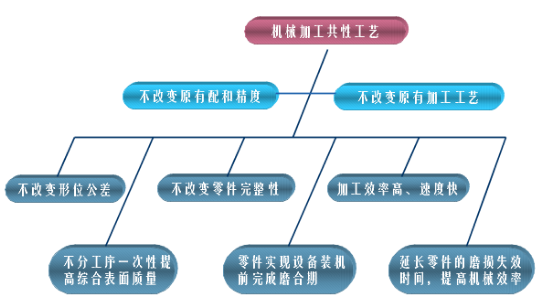
2.滚磨光整技术特点
3.光整效果

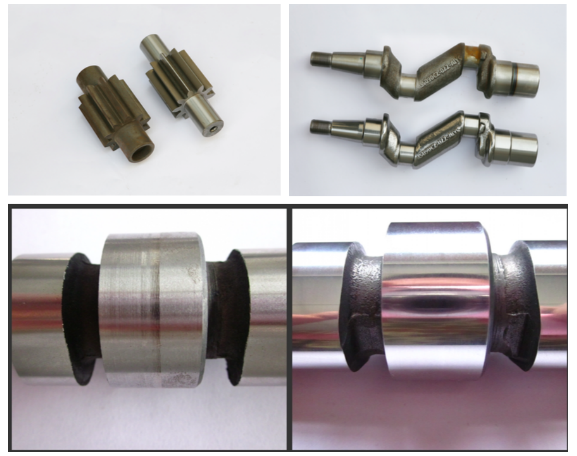
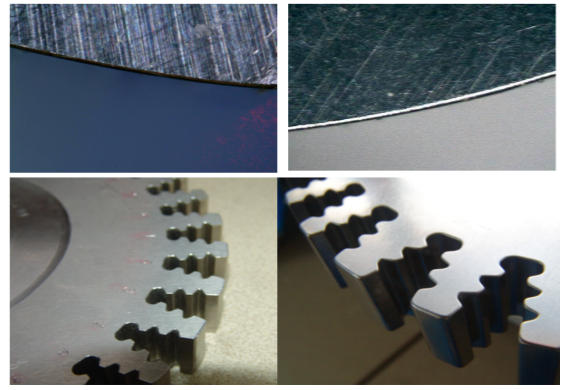
3.1精美外观
3.1.1轴、齿、叶片类零件光整前后对比照片

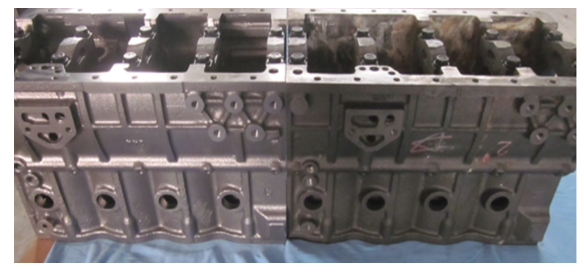
3.1.2 缸体、缸盖、壳体、阀体类零件光整前后对比照片


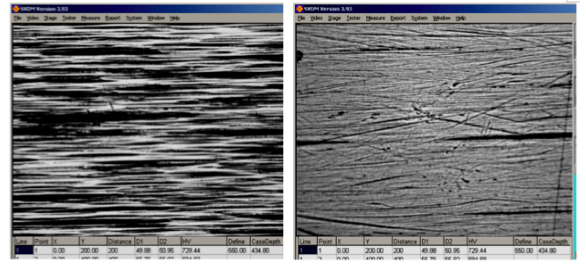
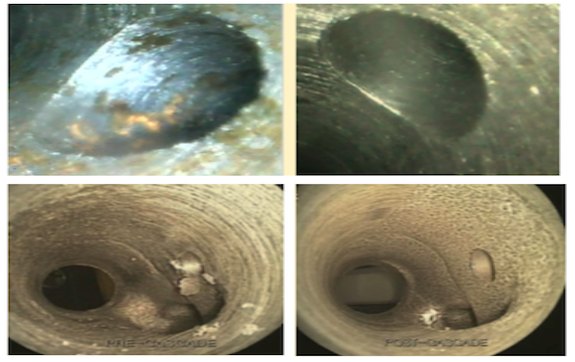
(康明斯M11凸轮轴光整前后放大500倍表面纹理对比照片)
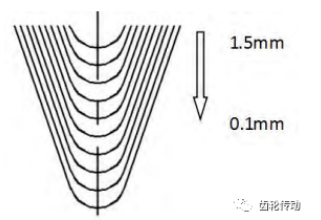
3.3 去除微观毛刺,尖角倒圆。
3.3.1滚磨光整加工对零件外表面的微观毛刺、尖角毛刺能够永久去除,并对棱边进行倒圆,一般圆角小于等于5um。
3.3.2滚磨光整加工不仅能够永久的去除零件内表面的微观毛刺、尖角毛刺及棱边倒圆等,还可对内表面磷化层及杂质进行有效的清除。
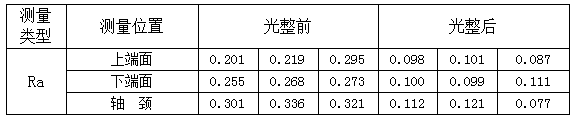
3.4粗糙度
滚磨光整加工可以对零件外表面进行粗糙度的改善,一般在原基础上提高0.5-1级左右。
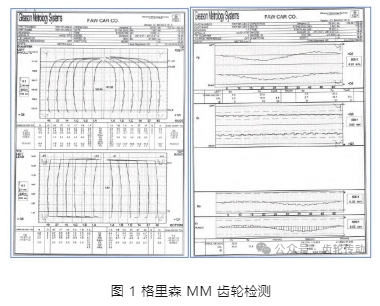
3.4.1风电齿轮

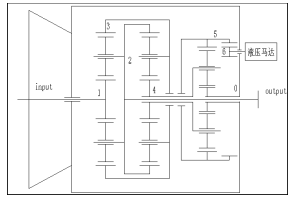
3.4.2液压齿轮轴
3.4.3叶片

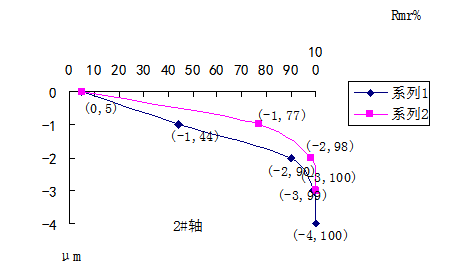
3.5轮廓长度支承率曲线
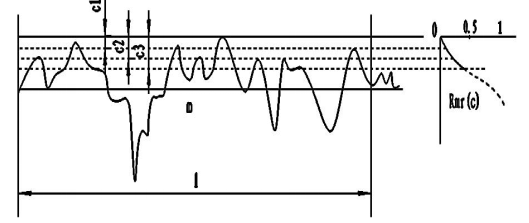
3.5.1表面完整性对轮廓长度支承率曲线的影响
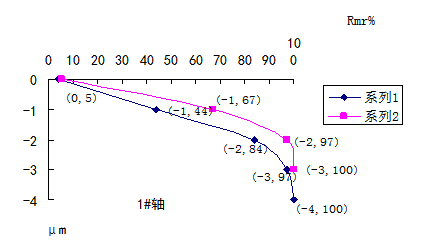
3.5.2表面完整性影响轮廓长度支承率曲线的变化
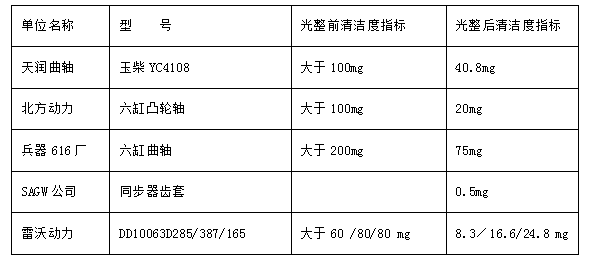
3.6 提高零件的清洁度
滚磨光整加工技术可以提升零件表面清洁度30%以上,提高整机装机效率和质量。主要靠磨料对零件表面的摩擦,在水溶液的参与下将零件表面疏松层杂质磨削下来。
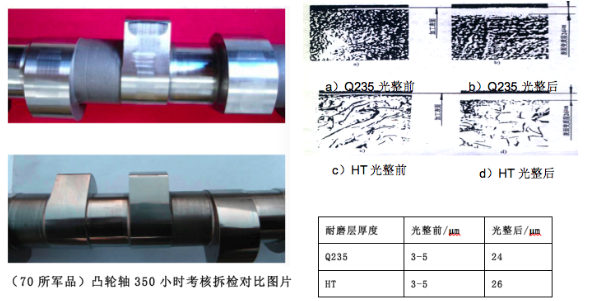
3.7提高零件耐磨层厚度
零件经滚磨光整工艺加工,其耐磨层厚度将增加5-8倍,从而大大提升零件的耐磨性能,增加耐磨时间。
3.8消除残余应力,提高疲劳寿命
经过滚磨光整加工的,可以消除零件表面残余应力,将拉应力数值变为压应力,大大提高零件的产品质量。
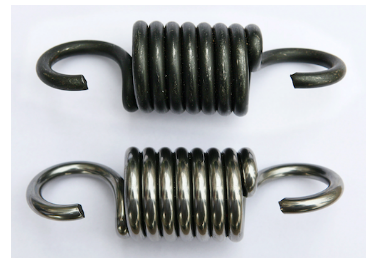
案例:某弹簧厂生产弹簧光整后使用寿命由原来36万次提高至52万次。
3.9 μ级变化
零件经过光整工艺加工后,不会改变原有形位公差,尺寸方面只有μ级变化。
3.10电镀质量
电镀前零件经光整工艺加工后,可提高电镀层的均匀性和附着力,大幅度提高电镀质量。
3.11降低噪声
零件经光整工艺加工后,可提高零件啮合面质量,降低噪音,变速箱齿轮光整后可降低啮合噪音1分贝左右。
3.12 降低磨合时间
零件经光整工艺加工后,整机装配质量可得到提高,使故障率由0.55 % 降至 0.069 %;缩短磨合期30%以上,(莱动17种摩擦副2.5小时降低为 1小时)为3万台495发动机节约磨合用油一年约200万元。
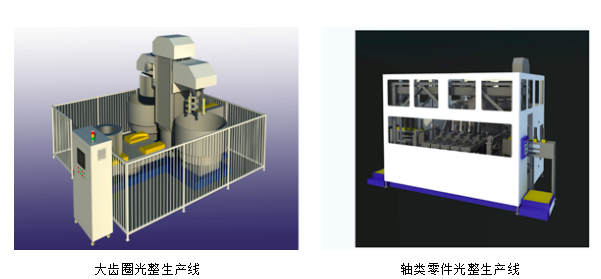
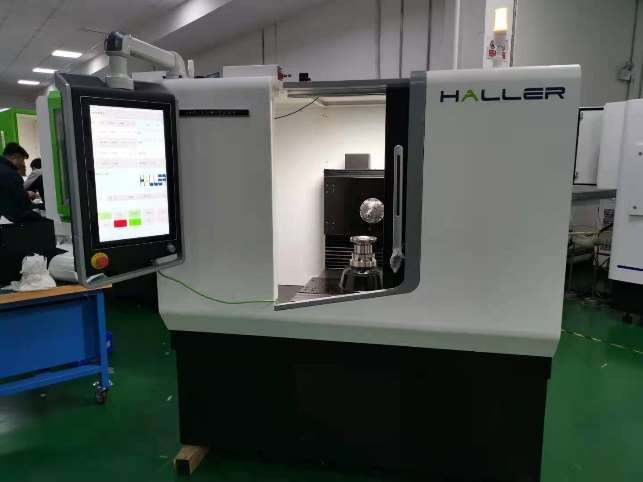
4.工艺设备
4.1 卧式光整机
适用范围:加工长度为400-3000mm,最大回转半径小于250mm,适用于各种长轴类、齿轮类零件,如曲轴、凸轮轴、高速槽辊、钻杆、齿轮轴、齿轮等。该设备属国内首创,并处于同行业领先水平,目前国内尚无同类产品。
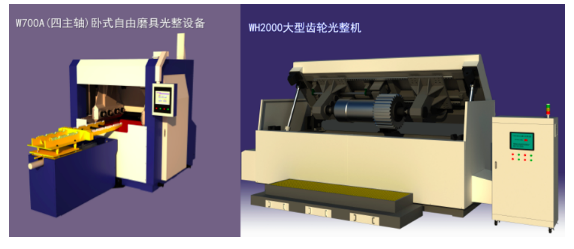
4.2 旋流式光整机
适用范围:加工长度小于300mm,最大回转半径小于130mm,适用于各种短轴类、齿轮类零件,如曲轴、凸轮轴、齿轮轴、齿轮、叶轮、槽筒、活塞等。
4.3 旋轴式光整机
适用范围:加工外经300mm-2000mm,最大高度500mm,重量2000kg的轮毂、整体叶轮、大型伞齿、风电星星轮等大盘类零部件等。
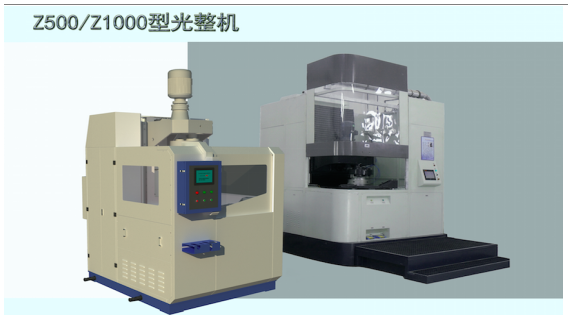
4.4离心式光整机
适用范围:特别适合中小型零件的光整加工,还可以大量应用于纺织行业、钟表行业、仪器仪表行业、以及首饰抛光等方面。是高速高效,减少劳动力的优先选择。

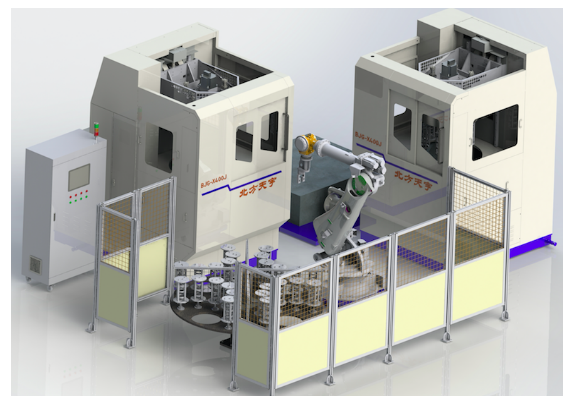
4.5专机设备
天宇公司为客户设计制造了针对客户特殊零件、特殊加工要求的专机,能够快速、高效、全面解决客户的表面质量问题。
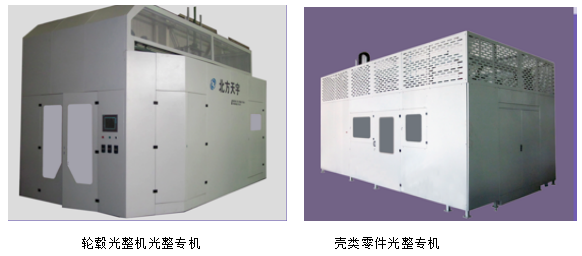


铝合金轮毂全自动光整生产线
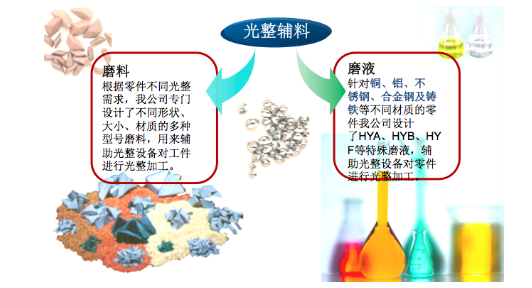
4.6辅料辅具
4.6.1磨料:不同的磨料可根据工艺需求进行选择,从而达到使用者的目的。如:去毛刺、粗磨、细磨、抛光、倒角、清理、去氧化皮等。
4.6.2磨液:清洗、缓蚀、辅助磨削,促使工件露出金属色泽,并具有一定的防锈能力。
4.6.3工装:将零件固定装夹在工装上,防止零件磕碰。工装通用性强,稳定可靠。
结束语:目前光整技术正在机械制造业,尤其在汽车零部件上的技术应用已经进入一个新的高速发展时期,本文所涉及的技术内容大多数是在汽车制造领域中的应用光整加工技术的冰山一角,其探索的深度和广度还有很多空间,对相关技术的标准制定也有待遇开展。随着研究的深入,光整加工技术也必将帮助我国汽车制造提升一个新的台阶。


网站简介 | 会员服务 | 联系方式 | 帮助信息 | 版权信息 | 网站地图 | 友情链接 | 法律支持
齿轮头条网--齿轮与先进制造业的“全媒体”综合资讯平台
 客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
鑫格尔传媒(北京)有限公司 geartoutiao.com Copyright ©2020-2025,All Rights Reserved 版权所有 不良信息举报中心 | 京ICP备 18007354号-2 | 京公网安备 11011202002671号






 网站客服
网站客服