
![]() 300次播放
300次播放

![]() 299次播放
299次播放
![]() 299次播放
299次播放

![]() 299次播放
299次播放
![]() 299次播放
299次播放
![]() 299次播放
299次播放
![]() 299次播放
299次播放
![]() 298次播放
298次播放
![]() 298次播放
298次播放
![]() 298次播放
298次播放
近几年随着国内汽车工业的蓬勃发展,自主品牌的汽车厂商都在奋力提升自己的产品竞争力,大力发展自动变速器总成。在引进、购置大量高效自动磨齿机、高效自动珩磨机作为齿轮最终成型手段时,测量手段如何保证也提到了紧迫的日程上。
经过不断的研究、摸索,现阶段的齿轮不再以我们常用的GB、ISO或DIN标准来评定,而是以K线框图做为最终的评定标准。
1. K型框图
1.1 K型框图图形解析
1.1.1 齿轮渐开线上的K型框图图形解析
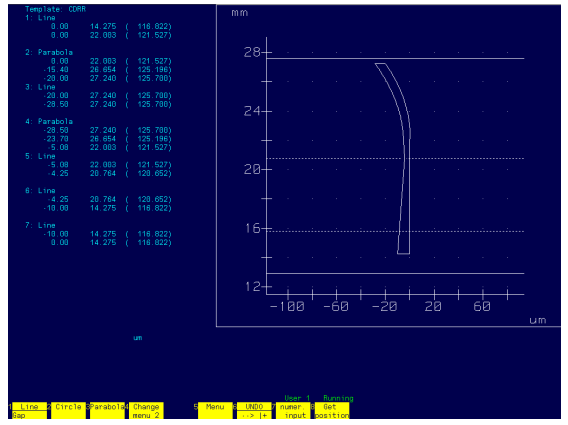
所谓的K线框图,就是齿轮的渐开线、螺旋线的波动必须按图纸要求所规定的一个两包容线区间范围内,由于两包容线的形状似K形,所以称为K线框图。
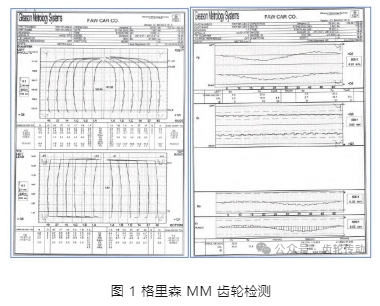
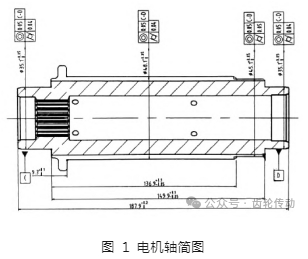
图1是我公司某个齿轮的渐开线K线框图,从图1中可以看出K线框图分成了几段,每段都在纵坐标的展开角度(或直径)上与横坐标上的波动范围有拐点。如:纵坐标dsf=116.822mm所对应纵坐标为-10μm,当在dsm=120.652mm,所对应纵坐标为-4.25μm时,以这两拐点做一直线段。
以国家标准测量评定齿轮不同,K线框图可以很好的对不太好下定论的渐开线、螺旋线形状做出最精准的评定。
那么如何在Klingelnberg齿轮测量中心编辑齿轮的渐开线上的K线框图呢?下面我们以图1举例:
首先必须将图1渐开线的K线框图分解成若干份:
①:Line
0.0 116.822
0.0 121.527
②:Parabola
0.0 121.527
-15.4 125.196
-20.0 125.700
③:Line
-20.0 125.700
-28.5 125.700
④:Parabola
-28.5 125.700
-23.7 125.196
-5.08 121.527
⑤:Line
-5.08 121.527
-4.25 120.652
⑥:Line
-4.25 120.652
-10.0 116.822
⑦:Line
-10.0 116.822
0.00 116.822
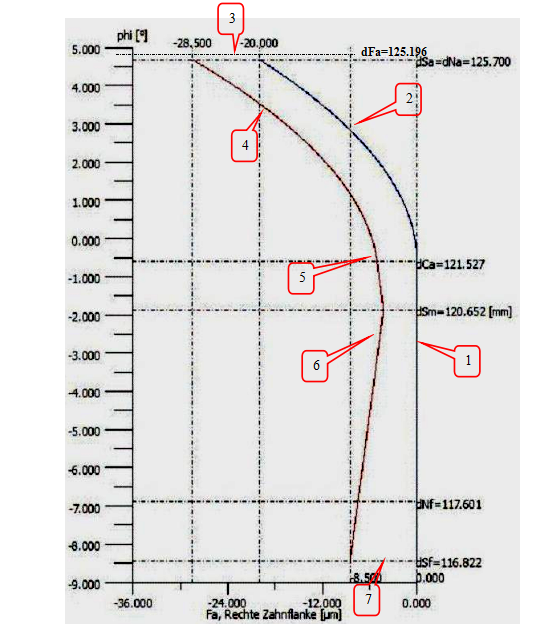
图1
将图1的线段分成了三条直线段,两条抛物线和两条封闭线。①、⑤、⑥号为直线线段;②、④号为抛物线线段;③、⑦号为封闭线线段。
1.1.2 齿轮螺旋线上的K型框图图形解析
图2是我公司某个齿轮的螺旋线上的K线框图,首先还是先将图2的K线框图分解成若干份,由于图中齿宽方向的零点在齿宽的中部,该齿轮齿宽为18mm,两边各休约0.5 mm。所以在齿宽数值上需从新设定(如图2的标注)。这样图2的框图就可以划分为两个封闭线段和两个抛物线线段。
①:Line
-6 0.5
-17 0.5
②:Parabola
-17 0.5
18.5 9.0
43 17.5
③:Line
43 17.5
54 17.5
④:Parabola
54 17.5
23.5 9.0
-6 0.5
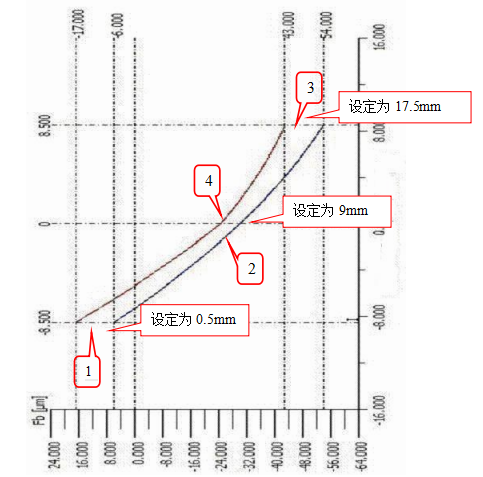
图2
2.K型框图在齿轮测量中心上的设定
打开要编辑K线框图的齿轮测量程序内,选择Evaluation(评估)下的Type of eval(评估类型),进入后再选择Tolerance fields(公差区)内,在Profile check(渐开线)按F6键进入图表编辑区。
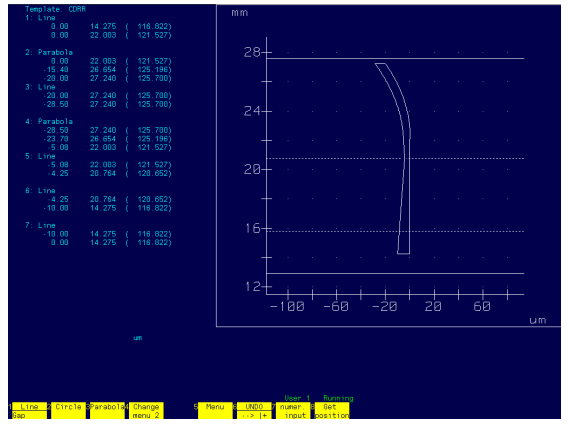
图3
图3中出现4条水平线。虚线为评估范围,实线为图形长度,公差区不能大于图形长度。
按编辑的曲线不同,需2或3对坐标值,第一对坐标值必须是上一组曲线的最后一对坐标值。所以Line(直线)只需要一对新的坐标值,而Circle(圆)或Parabola(抛物线)则需两对坐标值。
所有线段需一个连接着一个输入,直至公差区的最后一对坐标值与第一对坐标值相接。公差区应为闭口的,这很重要,否则不能存储。
如果左右齿面K形图是对称的话,只要将Reflect horiztal(水平镜像)就可以得到在水平方向上两个相反的K形框图了。存储时要将左右的渐开线K线框图名称区分开来,分别存储起来。
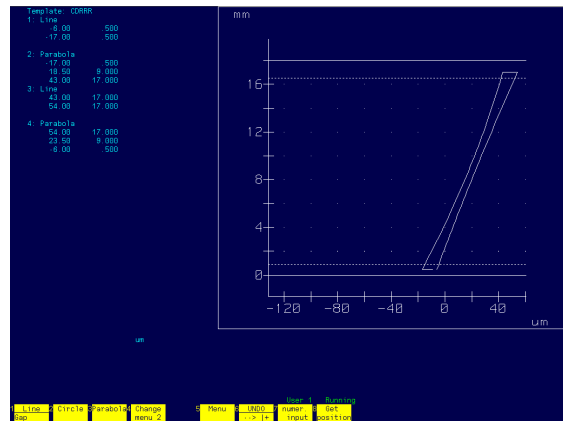
图4
打开要编辑K线框图的齿轮测量程序内,选择Evaluation(评估)下的Type of eval(评估类型),进入后再选择Tolerance fields(公差区)内,在Lead check(螺旋线)内按F6键进入图表编辑区。编辑曲线的方式和渐开线的曲线编辑是一样的,最终需要将曲线封闭。存储时要将左右齿面的螺旋线K线框图名称区分开来,分别存储起来。
3.某齿轮产品的K线框图的测量图形实例
图5的齿轮左右渐开线、螺旋线是非对称修形,只要渐开线、螺旋线的实际轮廓处于K线框图内,就可以视此齿轮的渐开线、螺旋线为合格。
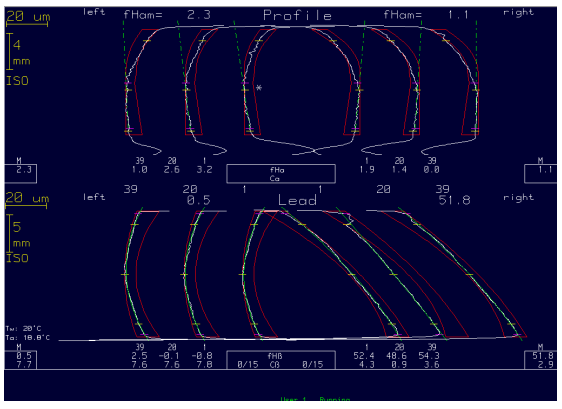
图5
4.总结
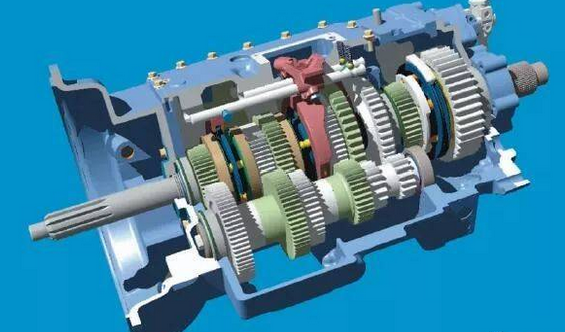
用常规的数据是不能客观评价左右非对称修形产品的齿轮渐开线、螺旋线的形状的,通过对齿轮的渐开线、螺旋线K线框图的运用可以很好的客观评价齿轮的质量状态。这类齿轮基本用在高端总成上,如自动档变速器齿轮等,通过对齿轮的渐开线、螺旋线K线框图的建立,可以更清晰的检测出齿轮的加工状态,精准的保证了高端产品制造精度。


网站简介 | 会员服务 | 联系方式 | 帮助信息 | 版权信息 | 网站地图 | 友情链接 | 法律支持
齿轮头条网--齿轮与先进制造业的“全媒体”综合资讯平台
 客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
鑫格尔传媒(北京)有限公司 geartoutiao.com Copyright ©2020-2025,All Rights Reserved 版权所有 不良信息举报中心 | 京ICP备 18007354号-2 | 京公网安备 11011202002671号






 网站客服
网站客服