时间:2023-09-07来源:汽车博览
花键联接在汽车、工程机械等产业领域有着广泛应用,根据花键形状不同可分为渐开线花键、矩形花键等,其中渐开线花键有着更广泛的应用。随着科学技术的不断发展和进步,在小模数渐开线外花键加工领域,加工工艺正在由传统的滚齿、插齿工艺向搓齿工艺转变。搓齿工艺以其高效率、高精度、高承载能力、节约材料等优势被越来越多的机械工程师所青睐。本文旨在分析渐开线花键在搓齿加工中产生的“叠齿现象”、渐开线花键表面凹坑、花键齿形齿向超差、花键精度超差、花键锥度、加工过程防错等常见问题。在解决问题的过程中也将针对搓齿机前后顶尖同轴度检测、刀具安装精度检测、刀具咬入工件的对齿情况展开阐释。由于渐开线花键搓齿工艺是一种非切削的冷搓成型工艺,为保证得到高质量、高精度的渐开线花键,不仅需要稳定可靠的加工设备和精密耐用的搓齿刀具,相关设备调整方法和设备找正技巧同样至关重要。工件毛坯材料及硬度、冷却油的流量和品质、尾座顶尖的推力等细节因素同样可影响最终加工的渐开线花键质量。
渐开线花键搓齿工艺起源于欧美,美国、德国、日本、韩国、中国台湾、国内均有相关的搓齿机生产厂家。欧美国家倾向于生产卧式搓齿机,日韩则倾向于生产立式搓齿机(占地面积小等特点)。近年来相关的搓齿机、搓齿板等均已实现国产化,搓齿机加工成型原理是利用安装在上下(卧式搓齿机)或左右(立式搓齿机)同步机构上的花键成型模具,工件用前后顶尖定位,通过液压或者伺服系统驱动工件旋转,由浅至深,材料逐渐替换无屑冷挤压成型。在加工过程中常见的问题有:花键“叠齿”、部分齿形不完整、齿形齿向形状超差、齿距误差大、花键跳动大等。本文针对在卧式搓齿机上加工渐开线花键问题产生的原因以及解决办法展开阐述,立式搓齿机与卧式调整原理一致。
渐开线花键“叠齿”问题。“叠齿”现象是花键齿形重叠,也有一些厂家将其称为“双眼皮”(这个叫法更通俗易懂),轻微的表现为齿顶大径处起线或一端有翻边,严重的表现为花键齿数错乱或齿形明显异常。通常产生叠齿现象的原因为搓齿板左右安装基准不同步,导致上下搓齿板在工件咬入阶段对齿误差大,上下刀不能均匀实现材料替换。当然花键搓前径误差过大、设备前后顶尖同轴度误差大、搓齿板质量不合格等也会对叠齿问题有一定影响。以某汽车后驱动桥齿轮花键搓齿加工为例,当出现叠齿现象时,可先将设备操作模式调整为点动模式,将工件用前后顶尖装夹,点动搓齿按钮,使工件在搓齿板中间滚动咬入半圈至一圈,然后观察上下刀挤压过程的对齿情况,当上下刀对齿不一致时,可将下刀松开(下刀拆装方便,故一般选择先调整下刀),根据叠齿严重程度在下刀左右安装基准面插入垫片,垫片应选用相应厚度的钢带,现有市场上常见的钢带厚度范围为 0.02-3mm,可根据需要特殊定制相应厚度。不要选用铜垫片,由于铜垫片材质偏软,在使用过程中会逐渐变形厚度减薄,导致加工出的花键齿形、精度不稳定。如叠齿现象得以改善,可适当微调垫片厚度,如叠齿现象更严重,则需要把垫片取出,安装在上刀左右方向的安装基准面。然后再重复上面的步骤,叠齿现象将显著改善,问题得以解决。
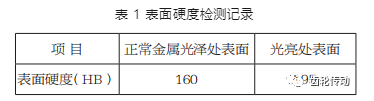
渐开线花键部分齿表面有凹坑不完整。部分齿形不完整主要表现为一些齿的齿顶有较大的凹坑或部分齿顶宽或部分顶较窄。一般产生此类问题的主要原因为毛坯材料组织或硬度不合格。通过目视可发现搓齿前毛坯光泽不一致,部分地方光泽比其余各部发亮,用记号笔标记后搓齿,发现齿形不完整的地方产生于毛坯光亮部位。再次挑选类似毛坯并切样,用布氏硬度计检测其表面硬度,结果见表 1,检测毛坯硬度已超差。花键齿宽度不一致的原因同上,也多是由于毛坯材料组织硬度超差导致。一般渐开线花键对齿坯硬度要求为同批次硬度变动量< HB10,同一件零件硬度变动量<HB6。当然要想获得更高精度的花键,毛坯同批次及同一件硬度变动量将限制的更小。尤其在评价设备能力指数时,无论以跨棒距还是以公法线长度作为评价指标,工件材料硬度都要尽可能减小波动才能准确体现设备能力指数。
齿形齿向形状超差。齿形超差主要体现在渐开线形状误差大,产生凹陷、异常凸起等。在确保刀具齿数、模数、压力角等基本参数准确无误,加工过程中没有出现“叠齿”现象的情况下,产生渐开线靠近齿顶部位凹陷主要由于花键部位搓前直径加工过小导致(齿顶凹陷的工件齿形检测结果见图 1),此时花键搓齿前直径为:28.98mm。此问题可通过增大搓齿前直径来解决。将搓齿前直径增大至 29.05mm 后加工出的花键齿形检测结果见图 2。
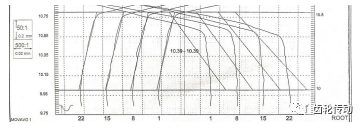
图 1 搓齿前直径 28.98 的工件齿形
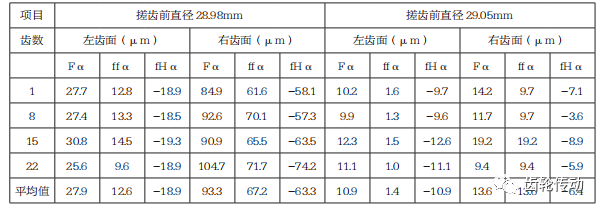
两个工件的第 1、8、15、22 齿对应的 Fα、 ffα、fHα 值见表 2,此时相关误差数值显著减小。实际加工中可根据毛坯材料、待加工花键的具体特征、加工设备及刀具等适当调整,以确保加工出高质量的渐开线花键。针对齿形、齿向方向产生的异常凸点,可仔细检查搓齿板每个齿上是否沾有杂质、加工中使用的冷却油是否污染,过滤系统是否堵塞,以上问题解决后,齿面异常凸起可自然解决。齿向形状超差是指齿面形状在导程方向误差大。遇到此类问题可先查看花键是否带螺旋角,对应的搓齿板螺旋角是否一致,螺旋角旋向是否正确。如刀具正确仍然出现如下问题,可检查刀具正面安装精度,将搓齿机调整至点动模式,检查正面安装面的跳动,通过调整该安装面的跳动至 2 丝内,即可消除齿向形状超差问题。当然刀具各个安装基准面的清洁度在任何时候都非常关键,会对花键质量产生较大影响。
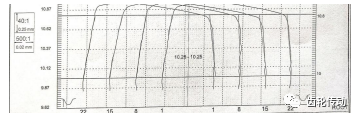
图 2 搓齿前直径 29.05 的工件齿形
表 2 不同搓齿前直径加工出的工件齿形数值
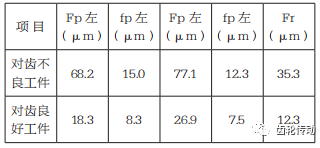
齿距误差大。齿距误差大主要是指渐开线花键的齿距累积误差 Fp 或相邻齿距误差 fp 过大超差,齿面节圆跳动 Fr 超差。通常齿距误差与前文介绍的“叠齿”现象要关联起来解决,对卧式搓齿机而言,当左右两侧安装基准严重不同步时,则会产生相对明显的“叠齿”现象。当左右两侧安装基准误差较小时(例如≤ 0.1 毫米)时,则看不出显著的“叠齿”现象。对上述对齿不良和对齿良好的工件,搓齿完成后清洗,装到齿轮测量仪上检测其齿距误差,Fp、fp、Fr 测量结果见表 3。此时需通过微调左右基准面,使其尽可能同步,提高对齿精度,误差越小则花键加工精度越高。日本的一些搓齿板及搓齿机制造商(如那智不二越等)为得到高精度的渐开线花键,则将此误差要求控制在 ≤ 0.02mm。相邻齿距误差 fp 超差则主要集中在某个或某几个齿上,主要与刀具、工件、冷却油的清洁度有关。应首先检查搓齿板每个齿是否有磨损,如有磨损应及时更换,清洁度问题解决后,相邻齿距误差超差问题即可自然解决。
表 3 对齿不良和对齿良好的工件左右齿距、跳动误差对比
渐开线花键锥度问题解决。花键的锥度问题主要体现在跨棒距锥度和大径锥度两个方面,下面将分开阐释。花键跨棒距有锥度严重时将无法装配,与之配合的内花键在压装过程中可能出现花键齿断裂的情况。通常产生的原因有三个:设备滑台上的刀具安装基准面有锥度、刀具齿槽加工不良导致齿槽自身有锥度、刀具安装误差大导致刀具倾斜。以上三点均可通过测量来逐一排除。对于安装基准面的锥度可以在搓齿机尾座上安装千分表,将滑台中央移动至顶尖位置,前后移动顶尖来分别测量上下滑台基准面是否平行,如不平行则需调整设备的刀具安装基准面至平行。对于刀具齿槽的锥度可通过专用的齿轮测量中心来对比同一齿槽两端的深度即可得出结果,也可将刀具平放至检验平台上,将一个接触头较小的千分表伸入刀具齿槽,沿齿槽方向拖动千分表表座来测量刀具齿槽是否有锥度。刀具安装误差检查,可安装千分表检测刀具侧面跳动,如超出设定值需重新清洗刀具安装面,重新安装检测直至跳动合格。花键大径锥度问题,除需要做上述三个问题的排除外,需着重考虑毛坯的影响。当花键一端设计有台阶时,在搓齿过程中,金属在有台阶一侧延展性受阻,会流向无台阶一侧导致无台阶一侧的大径偏小,此现象即为搓齿工艺产生的齿顶塌边现象。也有一些同行为解决此问题将搓齿前的毛坯外径直接车为圆锥形,将无台阶一侧的工件径向尺寸加大,以此来减小大径锥度问题。由于搓齿工艺无法达到切削工艺那样的精准程度,通过将搓齿前的毛坯加工为圆锥结构的方法并不能完全消除大径锥度缺陷。
前后顶尖同轴度的校正方法。前后顶尖不同轴对花键齿形、齿距误差、搓齿刀具寿命均有一定影响。对于顶尖同轴度的校正,可制作专用的校准芯棒,芯棒一端为圆锥形另一端为圆柱形,锥度部分规格尺寸与前后顶尖锥度尺寸一致,可配合安装在前后两个顶尖安装锥孔上,芯棒长度、直径需根据搓齿机设备大小匹配选择。校正时先将前后顶尖取下,再装上相应的锥度芯轴。安装固定千分表在两芯棒中间,分别将前后芯轴的上母线、侧母线调整对齐,然后锁紧的尾座位置,千分表在两个芯棒上的读数差值应调整至 0.03mm 以内,这样就能保证可加工出精度较高的花键,同时不至于因为同轴度差导致搓齿板磨损加快等问题。在实际生产中有一定的指导意义。
渐开线花键搓齿过程中的防错处理。在批量加工中,操作者有可能将上工序未精车的零件流转下来搓齿,如搓齿工序员工没有仔细检查,就会将没有精车外圆的工件装上进行搓齿加工。由于没有精车搓齿前直径的工件外径大于正常搓齿的工件搓齿前直径,在搓齿过程中极易发生卡刀事故,造成刀具崩刀、受力过大中途停止加工、损坏搓齿机等严重后果。为避免未精车的工件进行搓齿加工,避免卡刀事故的发生,对装夹工件的 V 型块进行改造。基本思路是,增加机械防错装置,使得未精车的工件无法装在 V 型块上面,无法进行搓齿加工。将 V 型块的两端分别加工两个通孔(通孔 1、通孔 2),在 V 型块的上面加工两个螺纹孔(螺纹孔 1、螺纹孔 2),使两个螺纹孔与孔 1、2 贯通。同时制作两根圆柱销,圆柱销直径略小于通孔 1 和通孔 2 直径,圆柱销长度以便于沿通孔 1、2 方向移动操作为宜。根据正常加工的工件搓齿前直径大小调整两个圆柱销之间的距离,使精车过的工件可以通过圆柱销放在 V 型块上,使未精车过的工件卡在圆柱销外,工件不能被安装在 V 型块上。实现机械防错,避免大批量生产过程中卡刀事故的发生,降低刀具、夹具、设备、工件报废等成本损失。
以上为渐开线花键搓齿过程中经常遇到的工艺问题及其解决办法,涵盖了设备校准、刀具安装检测、工装防错、工件材料、齿形检测等相关方面。从人、机、料、法、环多维度展开阐释,相关数据、检测结果均为笔者十年来在实际生产中积累得到供花键加工领域的同行参考。
参考文献略.
下一篇:滚齿加工的加工工艺
免责声明:凡注明(来源:齿轮头条网)的所有文字、图片、音视和视频文件,版权均为齿轮头条网(www.geartoutiao.com)独家所有,如需转载请与本网联系。任何机构或个人转载使用时须注明来源“齿轮头条网”,违反者本网将追究其法律责任。本网转载并注明其他来源的稿件,均来自互联网或业内投稿人士,版权属于原版权人。转载请保留稿件来源及作者,禁止擅自篡改,违者自负版权法律责任。
相关资讯
网站简介 | 会员服务 | 联系方式 | 帮助信息 | 版权信息 | 网站地图 | 友情链接 | 法律支持
齿轮头条网--齿轮与先进制造业的“全媒体”综合资讯平台
 客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
鑫格尔传媒(北京)有限公司 geartoutiao.com Copyright ©2020-2025,All Rights Reserved 版权所有 不良信息举报中心 | 京ICP备 18007354号-2 | 京公网安备 11011202002671号



















 网站客服
网站客服