时间:2022-06-14来源:机械工程与自动化
介绍了齿轮齿轴齿圈自动化酸洗线的系统组成、EMS小车系统的硬件配置以及控制方案。系统主要采用 PLC和无线通讯技术实现了酸洗线的半自动化控制,该系统具有数据传输稳定、控制性能好、实时动态信息直观等特点。自动化酸洗线使工艺流程的可控性和良品率得到了提高,同时降低了对操作人员的健康危害程度。
目前国内齿轮齿轴齿圈酸洗线(简称酸洗线)自动化程度普遍不高,小车采用传统CD或MD型葫芦,起升和运行机构均为接触器正反转控制,控制精度差;小车运行过程中启动和制动不平稳,尤其是在过弯轨段时,小车轮与轨道硬摩擦,易损坏车轮面和轨道面;本地采用手电门操作,效率低,操作人员易疲劳,酸碱水汽等环境对操作人员的健康也不利;工件的酸洗过程靠人为控制,可控度低,可追溯性差。对其进行更新换代已刻不容缓,因此本文重点介绍一种自动化酸洗线控制系统的设计。
1 酸洗线系统简介
酸洗线系统由框架、环形轨道、VAHLE 单极滑线、检修道岔、酸洗线小车、总控系统、超声波槽、清水槽、酒精槽、硝酸槽、盐酸槽、碱液槽、风干槽、浸油槽、滴油槽等主设备以及加热、通风、给排水、照明等辅助设备组成,整体布局如图1所示。
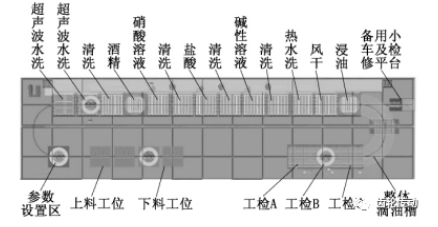
图1 酸洗线系统整体布局图
本套自动化输送系统配备5台EMS小车组,4台用于生产,1台备用。环形轨道配有检修岔道,1个备用葫芦在检修岔道上待用,当各酸洗、碱洗工位一旦发生葫芦故障,可以将故障葫芦调成手动状态开离工位,备用葫芦开到工位,及时将工件吊离溶液。EMS小车自动输送工件酸洗流程如下:超声波清洗1→超声波清洗2→清水漂洗→酒精浸泡→硝酸浸泡→清水漂洗→酒精浸泡→盐酸浸泡→清水漂洗→碱性溶液浸泡→清水漂洗→65°清水漂洗→风干→浸油漂洗。清洗结束后自动进入风干工位,风干槽采用干燥除水方案,即通过除湿机将排风口空气进行除湿,且将风口加热,确保工件120s内表面无水。
2 酸洗线系统硬件配置方案
采用 PLC 对酸洗线进行集中控制,地面总控制 PLC与5台 EMS酸洗线小车采用无线通讯方式进行数据交换,并与检修岔道、各工位操作站等采用远程分布式系统,EMS小车系统采用安全滑触线供电。
本地控制方案:地面控制站配有触摸屏,所有小车的诊断、操作和参数设定都可以在触摸屏上更改,并通过触摸屏显示小车的实时状态、位置信息等。同时将 EMS小车组系统的运行情况、实时位置等信息通过 PN 总线形式传输给信息化采集系统。酸洗线主控硬件网络如图2所示。主控系统具体配置如下:地面 PLC 选用 SIEMENS S7-300 6ES7 315-2EH14-0AB0 PROFINET;人机界面选用 SIEMENS TP1200 6AV 2124-0MC01-0AX0;工业级交换机选用PHOENIX FL SWITCHLM 8TX;无线通讯选用PHOENIX FL WLAN5100 WLAN。
EMS小车控制方案:每台小车上配置一个无线客户端和独立的 PLC 控制单元,使小车成为独立的智能控制系统。小车上所有的位置信息、运动状态、速度信息等信号都通过本车 PLC进行采集管理和逻辑处理,同时反馈到地面主控 PLC,现场控制信号直接进入主控单元,将执行结果予以输出,以此来完成各种工艺要求的动作和运动。单个小车自身 PLC 与行走、起吊驱动的变频器、安全模块、条码读写装置等设备采用Profinet总线进行通讯,酸洗线小车硬件网络如图3所示。
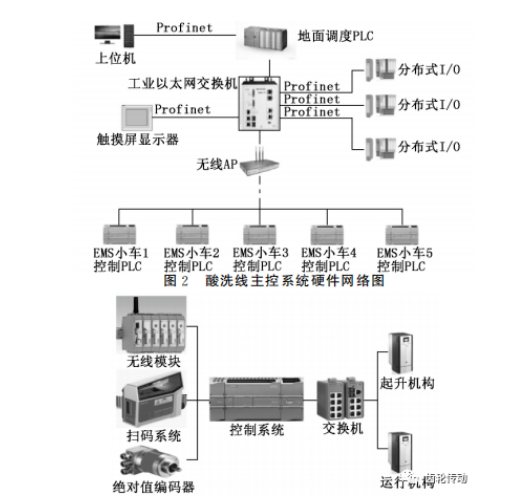
图3 酸洗线小车硬件网络图
酸洗线小车的具体配置如下:PLC选用SIEMENS S1200 6ES7 217-1AG40-0XB0;起升吊钩高度检测选用 SICKATM60系列机械式绝对值编码器;运行定位选用 LEUZEBPS 348i系列 PROFINET 接口产品;起升和运行分别选用 ABB ACS880系列变频器;无线通讯选用 PHOENIX FL WLAN5100 WLAN。
技术优点介绍: 无线接入点使用全向天线双向传输和MiMo技术,该技术使数据传输更安全、更高效,数据传输的覆盖区域更广;起升和运行机构采用的绝对值编码器具有高分辨率、高防护等级、高可靠性等诸多优点;小车系统的激光扫码头具有超大的工作距离,可达到50mm~170 mm,当小车距离偏移时,系统具有容差特性和高可靠性,能够灵活地进行机械安装,使维护更换更加便捷;系统内的所有变频器配备有编码器反馈卡,使用闭环控制方式来提高控制的精度。该系统的变频器均配有N5050专用防摇软件,其防摇功能可以有效控制小车运行方向上的吊钩摆动,变频器的实时数据均能通过PLC 来读取并直接显示在总控触摸屏上。本设计可根据不同酸洗件的工艺要求,在控制系统内设定不同的浸没深度,为了保证工件的酸洗效果,在浸泡过程中,工件需要在酸洗槽内进行振幅为100mm的上下振动。
酸洗线的辅助设备控制包括每个槽位(如超声波、酒精、硝酸溶液等)的功能控制、浓度检测仪的自动加料控制、水温控制、照度控制等,由于比较简单,在此不再赘述。
3 酸洗线系统的操作及控制效果
操作流程介绍:首先,操作人员在上料位挂好工件,小车进入高度检测工位进行必要的原始数据测量,检测系统各项正常后,系统启动,小车全部行驶至上料工位,所有清洗槽的槽盖打开,系统运行准备就绪,操作人员在地面触摸屏上输入产品种类(齿圈、齿轮、齿轴),一键进入自动酸洗过程,期间无需人员干预,工件自动进入/走出预先设定的检测工位,直至浸油工位完成,酸洗流程结束。其次,操作小车到达检测工位,由检验人员检测并判断工件是否合格。最后,操作酸洗小车进入废品区或下料区,单个工件酸洗结束。小车行走定位采用条码定位方式,通过小车组上的扫码头扫取轨道上的条码进行定位。
环形轨道上有4台小车同时工作,逐个进入槽内酸洗,控制程序内设定的同一个工位不会同时存在2台小车,以避免小车之间的碰撞。同时,每台小车均配置有独立的无线遥控器,在紧急情况下,可切换成手动模式,即遥控器操作,遥控器之间频率互不干扰。
在EMS小车组与轨道钢结构每一跨上加装光电传感器,当前车组首车进入下一跨时,钢结构上的光电传感器与前车组传感器接近,若总控 PLC识别该跨内已有车组,则不允许其他车组进入当前跨内;当前车组尾车进入下一跨内时,钢结构上的光电传感器与前车组传感器接近,总控 PLC 识别该跨内无车,此时下一车组可以进入该跨内作业。
地面HMT监控系统:地面触摸屏用于各个EMS小车、各停车工位、检修岔道、各检测设备等的实时监视和报警,并记录报警信息,图4为触摸屏主界面,图5为各 EMS小车位置信息画面,图6为1#EMS小车的动作控制画面,图7为部分酸洗槽工位的状态信息。每个画面中都增加了报警页面,以方便操作人员及时掌握故障信息。
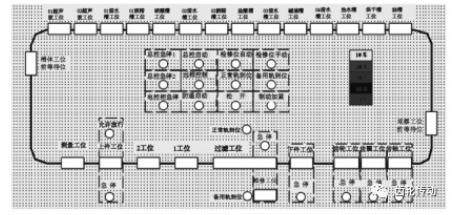
图4 触摸屏主界面
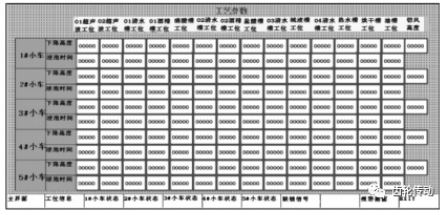
图5 EMS小车位置信息画面

图6 1#EMS小车的动作控制画面

图7 酸洗槽工位的状态信息
4 结语
该酸洗线系统已成功应用于国内某大型齿轮箱制造有限公司,EMS小车还具备防撞、防摇、紧急制动、自动定位(包括水平和垂直方向)等功能,自投入使用以来运行稳定、可靠,完全满足客户对各种类型工件的酸洗工艺要求,具有故障率低、维护方便、成本低等特点。性能媲美进口酸洗线,并有完全替代的趋势,前景广阔。
上一篇:航空齿轮热处理工艺优化试验研究
下一篇:齿轮热处理系统设计的新方法
免责声明:凡注明(来源:齿轮头条网)的所有文字、图片、音视和视频文件,版权均为齿轮头条网(www.geartoutiao.com)独家所有,如需转载请与本网联系。任何机构或个人转载使用时须注明来源“齿轮头条网”,违反者本网将追究其法律责任。本网转载并注明其他来源的稿件,均来自互联网或业内投稿人士,版权属于原版权人。转载请保留稿件来源及作者,禁止擅自篡改,违者自负版权法律责任。
相关资讯
网站简介 | 会员服务 | 联系方式 | 帮助信息 | 版权信息 | 网站地图 | 友情链接 | 法律支持
齿轮头条网--齿轮与先进制造业的“全媒体”综合资讯平台
 客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
鑫格尔传媒(北京)有限公司 geartoutiao.com Copyright ©2020-2025,All Rights Reserved 版权所有 不良信息举报中心 | 京ICP备 18007354号-2 | 京公网安备 11011202002671号



















 网站客服
网站客服