时间:2022-05-16来源:热处理技术与装备
行星齿轮在传递动力时可进行功率分流,且输入轴和输出轴处在同一水平线上,因此行星齿轮传动被广泛应用于各种机械传动系统中的减速器、增速器和变速装置。本文研究了一种重型挖掘机减速器中的行星齿轮,材料为1E0778。由于1E0778低碳合金钢不含合金元素Ni,因此该材料的齿轮在渗碳、淬火过程中形成的晶间氧化物和表层贝氏体比SAE8620H材料及 0CrMnTiH 材料的齿轮要严重的多,从而容易导致渗碳齿轮的早期磨损。本文对1E0778低碳渗碳齿轮钢的热处理工艺进行了研究,不仅满足图纸要求,而且利用冷加工滚齿、剃齿工艺代替滚齿、磨齿工艺,降低了行星轮的生产成本。
1 原材料及热处理技术要求
齿轮外形尺寸:齿轮的外形和尺寸如图1所示。各参数分别为: 齿数z=23,模数m=5.08,压力角d=20°,齿轮精度等级为 9 级。其工艺路线为: 下料→锻造→正火→ 精粗车→滚齿→剃齿→热处理→磨内孔→清洗→涂油包装。
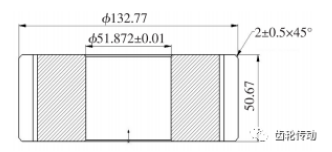
图 1 行星齿轮简图
材料成分、淬透性及热处理要求:根据标准 GB /T 4336 采用化学法测得1E0778材料的主要化学成分见表 1。表 2 为根据企业标准要求所检测的此批材料的淬透性。热处理要求: 渗碳淬火,节圆处硬化层深1.2~1.9mm,表面硬度最小59HRC,组织不大于4级,节圆处表层贝氏体1级,齿根处表层贝氏体不大于7级,心部硬度最小30HRC,在层深2.8mm处最小35HRC。内孔层深最小1.05mm,在层深1.95mm 处最小30HRC。
表 1 1E0778 材料化学成分( 质量分数,%)
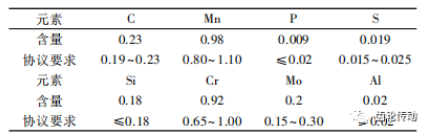
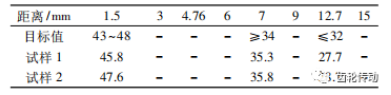
表 2 1E0778 材料的淬透性
国外对行星齿轮技术条件的要求比我国更细化,如我国对齿根的晶间氧化物(IGO) 的深度有一定要求;而国外工程机械标准除此要求外,对不同深度的晶间氧化物进行等级划分,而且要求对齿根和节圆处表层贝氏体进行评级,评级依据表层贝氏体连成片的趋势,而非贝氏体的深度。这种贝氏体在渗碳淬火件表层中表现为连续或不连续的网状或块状的黑色组织,已被公认是由于晶界内氧化与合金元素贫化综合作用的结果,也被称为非马氏体组织,一旦形成此类组织,会降低零件的表面硬度、耐磨性以及疲劳极限。
另外,我国对齿轮的节圆和齿根圆角处有层深要求,但对齿底的层深并没有要求; 而国外工程机械对齿底和齿根层深要求一样均为不低于节圆处下限的 60%。
2 试验方法
试验设备采用1.5t AICHELIN 箱式多用炉生产线,由渗碳淬火炉、清洗机、回火炉组成。渗碳炉工艺由程序自动控制,炉温均匀性≤10 ℃,碳势控制精度为±0.05%;渗碳炉的热处理气氛采用氮甲醇作为载气,丙酮为富化气。
采用 Tukon-2100B 型维式显微硬度计测量渗碳淬火后的硬度曲线和有效硬化层深;采用 GX71 型金相显微镜进行金相检验;采用 HR-150A 洛氏硬度计测量热处理后零件的表面硬度及心部硬度;采用钢箔尺寸 30 mm×12.5 mm ×0.02 mm;采用德国 MESA 定碳仪测量炉内碳势。
渗碳工艺如图 2 所示,采用了强渗和扩散两个阶段的渗碳方式,热处理总时间为 9 h。其中强渗阶段碳势为 1.15%,渗碳时间为 7 h;高温扩散阶段碳势为 0.90%,时间为 2 h;淬火前 850 ℃保温 1 h,碳势 0.80%。淬火油分别为好富顿 K2000 淬火油和好富顿 G 油。K2000 淬火油和 G 油都是快速光亮淬火油,其中 K2000 淬火油是好富顿油品种冷速最快的淬火油。
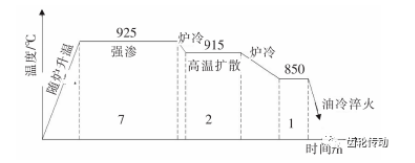
图 2 热处理工艺曲线
3 试验结果及分析 ![]()
1E0778 材料行星齿轮渗碳后采用好富顿 G 油和 K2000 淬火油淬火,分别为快速搅拌 850 r/min 和慢速搅拌 750 r/min。零件检测结果见表 3。
表 3 不同淬火油零件检测结果

节圆、齿根处晶间氧化物和贝氏体结果如图 3 和图 4 所示。从图中可以看出,在相同渗碳工艺下,采用 K2000 淬火油淬火的零件节圆和齿根处的表层贝氏体明显少于 G 油,但晶间氧化物的深度差别不大。
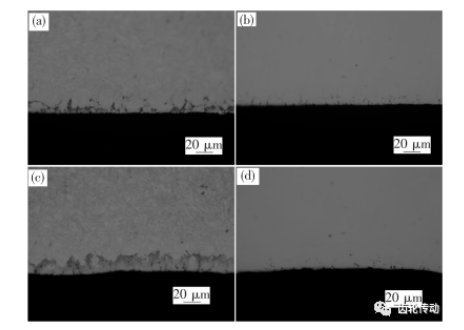 (a) 节圆处表层贝氏体; (b) 节圆处晶间氧化物;
(a) 节圆处表层贝氏体; (b) 节圆处晶间氧化物;(c) 齿根处表层贝氏体; (d) 齿根处晶间氧化物
图 3 G 淬火油淬火后零件金相组织
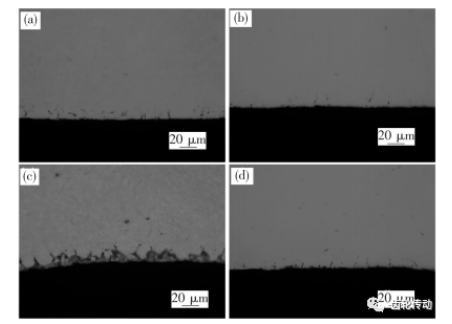
(a) 节圆处表层贝氏体; (b) 节圆处晶间氧化物;
(c) 齿根处表层贝氏体; (d) 齿根处晶间氧化物
图 4 K2000 淬火油淬火后零件金相组织
使用 IVF 冷却曲线测定仪测得 G 淬火油和 K2000 淬火油的冷却特性曲线如图 5 所示。从图 5 中可以看出,在蒸汽膜阶段两种淬火油的冷速基本重合,这是因为工件周围形成一层蒸汽膜,主要是通过辐射传热,穿过蒸汽膜来完成,传热速度慢。从特性温度开始,热传递速度逐步增大,此阶段主要依靠 核/泡的形成及破裂而传热,并且与热工件直接接触,冷速达到最大。最大冷速对应温度以下为非马组织转变区,此时 K2000 淬火油的冷速明显大于 G 油,有效抑制了非马氏体的产生。冷速大相对于使过冷奥氏体等温转变曲线右移,从而抑制了贝氏体组织的产生。而晶间氧化物是在整个渗碳过程中产生的,所以使用不同淬火油对 1E0778 材料晶间氧化物长度差别不大。由于节圆处的气氛循环优于齿根处,所以此材料节圆处晶间氧化物长度比齿根处大。但是表层的贝氏体组织和淬火时冷速有很大关系。渗碳后施行剧烈的淬火冷却可有效减少非马氏体组织,在不导致开裂和产生严重畸变的前提下,尽量采取冷却快的淬火介质对减少非马氏体组织有利。节圆处的冷却状态比齿根好,所以节圆表层贝氏体趋势明显好于齿根处。
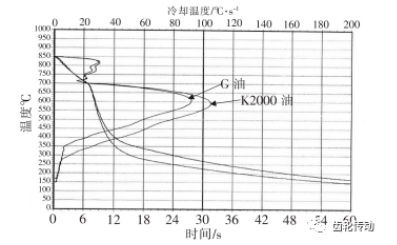
图 5 淬火油冷却特性曲线
4 结论
本文对 1E0778 材料行星齿轮的热处理工艺进行了试验研究。试验结果表明,在相同渗碳工艺下,采用好富顿 K2000 淬火油解决了表层贝氏体的问题,各项热处理指标满足图纸要求。避免了增加热后磨齿工序,降低了齿轮的生产成本。
上一篇:大功率高速传动齿轮箱关键技术分析
免责声明:凡注明(来源:齿轮头条网)的所有文字、图片、音视和视频文件,版权均为齿轮头条网(www.geartoutiao.com)独家所有,如需转载请与本网联系。任何机构或个人转载使用时须注明来源“齿轮头条网”,违反者本网将追究其法律责任。本网转载并注明其他来源的稿件,均来自互联网或业内投稿人士,版权属于原版权人。转载请保留稿件来源及作者,禁止擅自篡改,违者自负版权法律责任。
相关资讯
网站简介 | 会员服务 | 联系方式 | 帮助信息 | 版权信息 | 网站地图 | 友情链接 | 法律支持
齿轮头条网--齿轮与先进制造业的“全媒体”综合资讯平台
 客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
鑫格尔传媒(北京)有限公司 geartoutiao.com Copyright ©2020-2025,All Rights Reserved 版权所有 不良信息举报中心 | 京ICP备 18007354号-2 | 京公网安备 11011202002671号



















 网站客服
网站客服