时间:2022-03-30来源:重型汽车
1 问题提出
为减少汽车变速器换档时间,降低换档冲击,提高同步器的同步能力,我公司开发使用双锥面同步器,该同步器结 合齿圈为薄壁盘齿轮内、外花键结构(如图 1 所示)。其热前主要工艺流程为:粗车成型—拉内花键—精车成型—滚外花键—钻销孔。而在精车成型工序中,车削端面时容易在内花键齿廓端面产生毛刺,手工用锉刀去除该毛刺效率慢,一般需要 3min 左右,而且容易锉伤齿面。
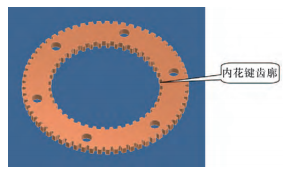
图 1 同步器结合齿圈
2 问题分析
同步器结合齿圈内花键在装配过程中与二轴齿轮外花键 为常啮合方式,所以不存在反复断开、啮合过程,故同步器 结合齿圈在加工过程中只需将其内花键端面毛刺去除干净,对其齿廓倒棱尺寸及形状没有严格要求。通过对齿轮类零件各种去端面毛刺的工艺方法分析,齿廓磨棱是最佳的工艺方 法,但我公司从来没有对内花键齿廓端面进行过磨棱加工, 且同步器结合齿圈为薄壁零件,更加增大了磨棱难度。
3 解决问题
根据同步器结合齿圈的结构特征,通过对车间现场调研,反复试验,最终设计出如图 2 所示的同步器结合齿圈磨棱夹具。该夹具设计原理为使用 3 个圆柱销对同步器结合齿圈进行定心及驱动,使用定位端面对同步器结合齿圈进行轴向定位。该夹具的设计关键为本体中间必须采用下凹结构,以便让开砂轮,为内花键磨棱提供空间。其磨棱加工过程如图 3 所示。
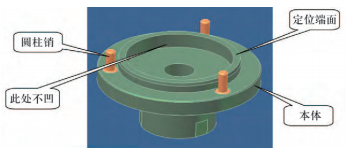
图 2 同步器结合齿圈磨棱夹具
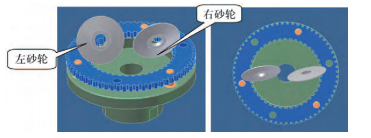
图 3 同步器结合齿圈磨棱过程示意图
左砂轮磨削内花键左侧齿廓,而右砂轮磨削内花键右侧齿廓,工件旋转一周,即可完成一个工件的内花键去毛刺加去除,加工时间仅为 15s 左右。
4 总结
该夹具的设计应用不仅解决了我公司同步器结合齿圈内花键去毛刺问题,也为我公司磨棱工艺的推广应用提供了坚实基础。
免责声明:凡注明(来源:齿轮头条网)的所有文字、图片、音视和视频文件,版权均为齿轮头条网(www.geartoutiao.com)独家所有,如需转载请与本网联系。任何机构或个人转载使用时须注明来源“齿轮头条网”,违反者本网将追究其法律责任。本网转载并注明其他来源的稿件,均来自互联网或业内投稿人士,版权属于原版权人。转载请保留稿件来源及作者,禁止擅自篡改,违者自负版权法律责任。
相关资讯
网站简介 | 会员服务 | 联系方式 | 帮助信息 | 版权信息 | 网站地图 | 友情链接 | 法律支持
齿轮头条网--齿轮与先进制造业的“全媒体”综合资讯平台
 客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
鑫格尔传媒(北京)有限公司 geartoutiao.com Copyright ©2020-2025,All Rights Reserved 版权所有 不良信息举报中心 | 京ICP备 18007354号-2 | 京公网安备 11011202002671号



















 网站客服
网站客服