时间:2022-03-29来源:内燃机与配件
螺伞齿轮又称螺旋锥齿轮,以其平稳的传动在汽车驱动桥领域占有不可或缺的地位。传统螺伞齿轮的加工切齿研齿工艺依靠热处理 变形来满足齿轮设计要求以保证主被动齿轮啮合时接触区位置,随着齿轮加工技术的改进,在热处理后通过磨齿来改善齿轮齿形,使齿轮精度及一致性得到极大的提高。
为了进一步提高螺伞齿轮磨齿效率,提高磨齿产品质量,实现通过 45 点计量单控制接触区状况,现对磨齿序进行追模实验,实验主要是针对计量单上齿形变化(压力角、螺旋角、鼓形方向)而引起的接触区位置变化。
通过近期的调整及生产验证,针对以下几种情况得到初步结论:
螺旋角方向误差→被动采用一阶反调,主动采用二阶反调即可得到合格接触区;
压力角方向误差→被动采用一阶反调+压力角修正,主动采用二阶反调+压力角修正反调即可得到合格接触区;
鼓形方向误差→被动采用一阶反调+压力角修正选项+砂轮直径修正,主动采用二阶反调+压力角修正选项+ 砂轮直径修正反调即可得到合格接触区;
综合误差(包含螺旋角、压力角及鼓形混合误差)→被动采用一阶反调+“砂轮三项”修正,主动采用二阶反调+“砂轮三项”修正反调即可得到合格接触区(该产品设计中砂轮三项选项是打开的)。
具体实例如下:
①出现单压力角方向误差时,被动采用一阶反调(Spiral Ang-Cross、piral Ang-Toe/Heel、Pres Ang-Lameness )+压力角(Pres Angle-IB、Pres Angle-OB)修正选项进行反调,主动采用二阶反调(Spiral Ang-Cross、piral Ang-Toe/ Heel、Pres Ang -Lameness、Pres Ang -Top/Flank、Helical Motion)+压力角(Pres Angle-IB、Pres Angle-OB)修正选项进行反调:
凹面计量单显示压力角超差
Convave Fa=10.09′
选用反调选项 Spiral Ang-Cross、piral Ang-Toe/Heel、Pres Ang-Lameness、Pres Angle-IB、Pres Angle-OB
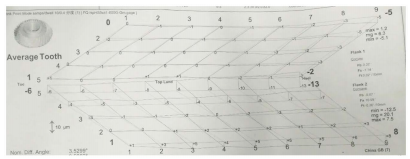
图 1 调整前计量检测单
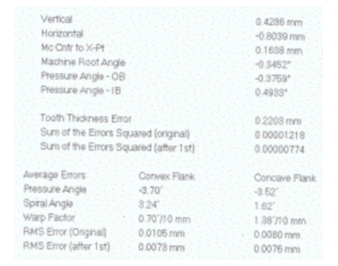
图 2 输出反调单
按如上参数输入机床,重修修磨砂轮后磨齿,重新测量,得到如图 3 结果。
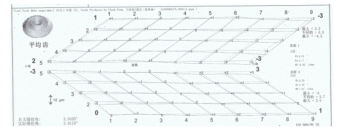
图 3 反调后计量检测单
凹面计量单显示压力角已修正
Convave Fa=1.08′
调整齿轮前后使用同一主动齿轮啮合滚检接触区如图 4。
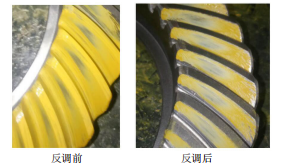
图 4
②鼓形量方面差异较大时,被动采用一阶反调(Spiral Ang -Cross、piral Ang -Toe/Heel、Pres Ang - Lameness )+压力角修正(Pres Angle-IB、Pres Angle-OB)+砂轮直径(Cutter Radius)修正选项反调,主动采用二阶反调(Spiral Ang -Cross、piral Ang -Toe/Heel、Pres Ang - Lameness、Pres Ang-Top/Flank、Helical Motion)+压力角修正(Pres Angle -IB、Pres Angle -OB)+ 砂轮直径(Cutter Radius)修正选项反调。
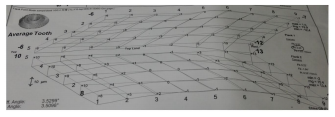
图 5 调整前计量检测单
计量单显示接触区凸面短,凹面长。

图 6 反调前接触区
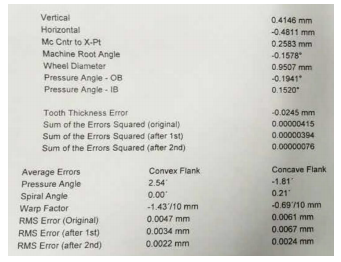
图 7 输出反调单
调整齿轮后使用同一主动齿轮啮合滚检接触区如图 8。
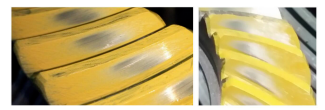
图 8
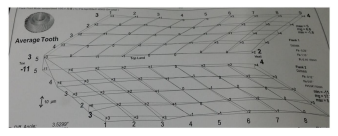
图 9 反调后计量检测单
③接触区或计量单与样件差异较大(或包含螺旋角、压力角及鼓形混合误差)时,被动采用一阶反调(Spiral Ang-Cross、piral Ang-Toe/Heel、Pres Ang-Lameness)+砂轮三项(Cutter Radius、Profile Curvature IB、Profile Curvature OB)反调,主动采用二阶反调(Spiral Ang-Cross、piral Ang-Toe/ Heel、Pres Ang -Lameness、Pres Ang -Top/Flank、Helical Motion)+砂轮三项(Cutter Radius、Profile Curvature IB、 Profile Curvature OB)反调。
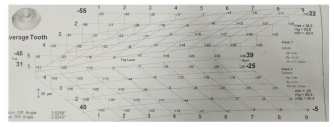
图 10 反调前计量检测单
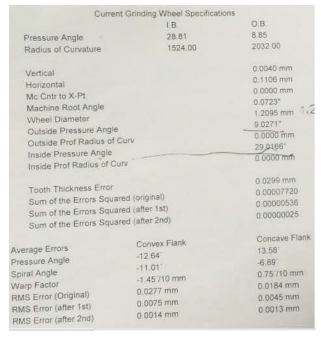
图 11 输出反调单
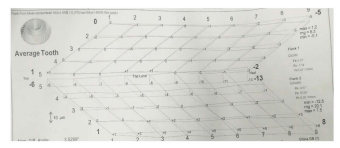
图 12 反调后计量检测单
可修正较大差异。
实验表明,通过 45 点计量检测单来控制主被动齿轮啮合接触区可行。想要达到理想的齿形,齿轮啮合后得到理想的接触印记,需通过上述方式判别需选用的反调选项来实现。
下一篇:一种热处理前齿廓的加工工艺方法
免责声明:凡注明(来源:齿轮头条网)的所有文字、图片、音视和视频文件,版权均为齿轮头条网(www.geartoutiao.com)独家所有,如需转载请与本网联系。任何机构或个人转载使用时须注明来源“齿轮头条网”,违反者本网将追究其法律责任。本网转载并注明其他来源的稿件,均来自互联网或业内投稿人士,版权属于原版权人。转载请保留稿件来源及作者,禁止擅自篡改,违者自负版权法律责任。
相关资讯
网站简介 | 会员服务 | 联系方式 | 帮助信息 | 版权信息 | 网站地图 | 友情链接 | 法律支持
齿轮头条网--齿轮与先进制造业的“全媒体”综合资讯平台
 客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
鑫格尔传媒(北京)有限公司 geartoutiao.com Copyright ©2020-2025,All Rights Reserved 版权所有 不良信息举报中心 | 京ICP备 18007354号-2 | 京公网安备 11011202002671号



















 网站客服
网站客服