






企业信息


会员企业第5年
公司类型:生产商
主运营:高精密CBN和刚玉磨床以及工业空气净化器
所在地区:上海中国上海市共和路209号嘉里不夜城企业中心第二座10楼1003单元
注册时间:2021-08-13
- •2025重庆市首台(套)重大技术装备新产品发布会暨重大技术装备成果展将在智博会期间举行
- •超临界二氧化碳储能压缩机用多级整体式高速齿轮箱通过鉴定
- •【德国HWR】精密工装夹具实际应用案例 | 格劳博机床引入INOFlex®卡盘与INOZet®桥摆,显著提升生产精度与效率
- •龙蟠润滑油与天远供应联名产品“远龙Ⅰ号”顺利通过中国船级社审厂环节
- •【北美防锈】防止金属货物在运输过程中腐蚀:ZERUST®防锈涂层
- •工业精度 哈量检出 | 精密“智”造开新局
- •GJFD1200A海上风电齿轮箱首台交付
- •诺德MAXXDRIVE XD加长中心距齿轮箱
- •【埃马克中国】Know-How系列:等速万向节的结构原理、加工方案,这下真的懂了!
- •HMCVT 变速箱:发展、原理、优势、挑战与应用全景剖析

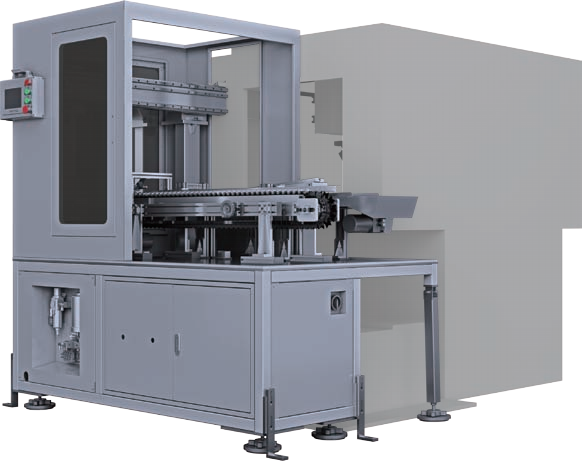
JUMAT 圆磨床
玲珑多面手
质量,效率,可靠 —— JUMAT系列内外圆磨床面面俱到,让您无念其它。各种尺寸的床身以及多样的砂轮头架形式,为您带来功能强大的磨削方案。结合勇克多年积累的经验,可为客户的各种需求制定合适的方案。
亮点
配置多种测量系统,确保尺寸精度
使用CBN或金刚石砂轮,刀具寿命持久
砂轮头架种类丰富,加工能力强大
砂轮配备二级平衡系统,工件表面流畅顺滑
使用专利技术 - 三点安装系统,快速换装
磨削流程
外圆和内圆磨削
JUMAT系列圆磨床仅需一次装夹即可完成外圆和内圆磨削加工。使用CBN或金刚石砂轮,兼具速率和效率,即使是难切削材料也不在话下。
外圆磨削
进行外圆磨削时,工件在两顶尖间夹紧或者通过卡盘夹紧。为提高效率,在某些应用中使用砂轮组磨削。JUMAT使用直切或斜切磨削工艺。直切加工时,进刀和进给运动都沿着径向方向靠近工件。直径磨削可通过一次切入或通过多次切入加上轴向移动完成。斜切加工时,砂轮倾斜,并且砂轮头架(B-轴)摆动。X-和Z-轴带插补运动。因此可通过一次进刀完成直径和端面磨削。磨削槽或粗磨螺纹时通常使用电镀砂轮。
内圆磨削
内圆磨削工艺对工件内侧功能面执行精密加工,如内孔,内锥面或者内部端面。使用高速磨削主轴,即使是小直径砂轮也可实现所需切削速度。
特殊方案
中间驱动
中间驱动是一种特殊的驱动系统,夹紧于工件中间位置,由伺服电机驱动。因此可同时加工工件两端。
磨削转向丝杠
在汽车工业,电动助力转向系统被越来越多的使用。JUMAT可通过一次装夹整体磨削转向丝杠的外螺纹。粗磨使用电镀砂轮,精磨使用陶瓷结合剂CBN砂轮。
磨削球螺母
双工件主轴带两个相对而置的夹紧装置,将磨削球螺母内螺纹的辅助时间缩减到最小:在一侧进行磨削的同时,另一侧进行上下料,定位和装夹。唯一的辅助时间为:在3秒内将工件旋转180度。

以上信息由企业自行提供,信息内容的真实性、准确性和合法性由相关企业负责,齿轮头条网对此不承担任何保证责任。 温馨提示:为规避购买风险,建议您在购买产品前务必确认供应商资质及产品质量。
-

强力刮齿
-
滚齿桁架机器人
-

Z系列齿轮测量中心
-
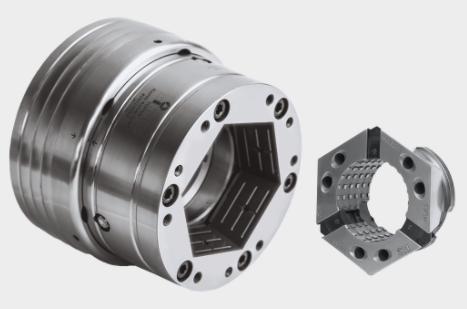
TOPlus 六方卡盘
-

粒子法流体仿真软件shonDy
-
百分百夹具
 客服热线:010-88438553
客服热线:010-88438553 网站客服
网站客服