时间:2024-11-05来源:河南磨澳超硬材料有限公司 作者:
滚刀是齿轮加工中不可或缺的精密刀具,其精度与寿命对齿轮加工质量有着直接的影响。随着工业技术的发展,对高效、精密加工的需求日益增加。超硬砂轮(CBN/金刚石砂轮)因其优异的磨削性能,被广泛应用于滚刀的磨削加工。那么超硬砂轮在滚刀磨削中的应用有哪些,其工艺流程又是怎样的呢?

01
超硬砂轮的特点
材料构成
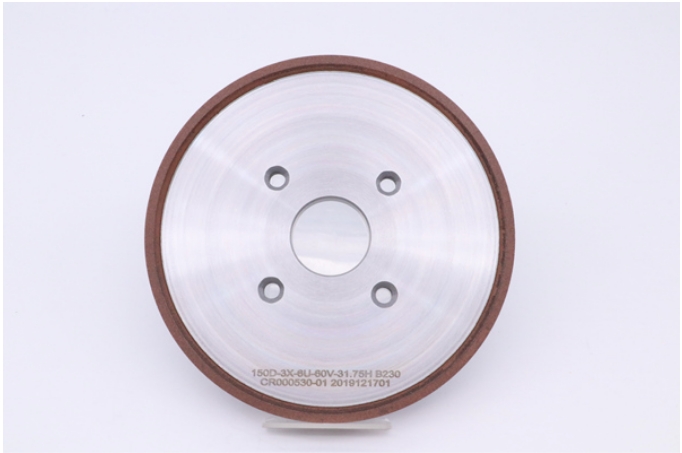
超硬砂轮主要由立方氮化硼(CBN)或金刚石材料制成。CBN砂轮硬度仅次于金刚石,具有极高的抗磨性,尤其适合磨削高硬度材料,如高速钢、粉末高速钢等。金刚石砂轮则更适合非金属材料及硬质合金的超精密磨削。
耐磨性与热稳定性
与传统砂轮相比,超硬砂轮的耐磨性大大提高,不仅使用寿命长,而且在高温条件下仍能保持其稳定性,减少磨削过程中工件的烧伤与变形。
加工精度高
超硬砂轮具备优异的自锐性,能够保持锋利的切削刃,使得滚刀磨削后的表面质量更高,误差更小。

CBN砂轮用于高速钢(hss)齿轮滚刀和螺纹刀具(硬度HRC60以上)的成型和磨削
树脂/金属结合剂金刚石CBN砂轮一次装夹可磨削带或不带断屑槽的拉刀齿槽、后角及轮廓。可磨削内拉削刀具,外拉削刀具,枞树形或燕尾槽或斜槽的拉刀。相比传统砂轮,超硬砂轮的形状保持性好,可以磨削出更好的齿形轮廓和角度,大大减少废品率的同时提升加工效率。
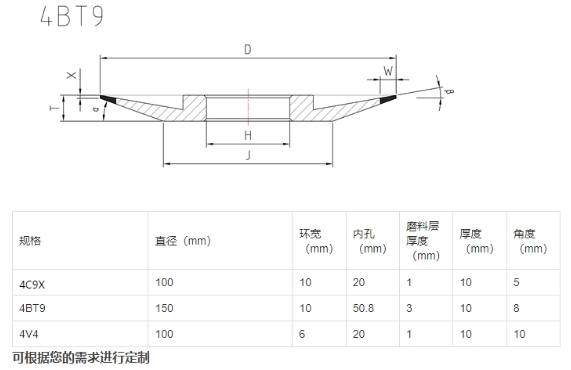
图纸和规格
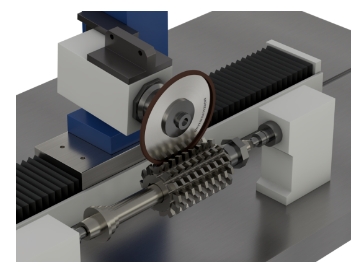
应用设备
配套萨克、星速、汉工、塞特、上优、泰诺、哈一工、武汉机床等国内外滚刀磨床,
主要特点
磨削刃口直线度好,角度偏差小,槽尺寸一致性高。可进行不同材质及模数的匹配,新做及修复再利用涂层产品的磨削。
02
超硬砂轮磨削滚刀的工艺流程
准备工作在磨削滚刀前,需要选择合适的超硬砂轮种类和磨削参数。CBN砂轮通常用于高速钢滚刀的磨削,而金刚石砂轮更适合用于硬质合金滚刀。根据工件材料和工艺需求,确定砂轮的粒度、结合剂类型以及磨削速度。
磨削参数的选择
影响滚刀磨削质量的关键参数包括切削深度、进给速度和砂轮线速度。合理的参数选择能有效减少工件表面的热应力、磨削力和残余应力。通常,较高的砂轮线速度和较小的切削深度能带来更好的磨削效果。
冷却与润滑
在磨削过程中,由于摩擦生热,冷却和润滑是必不可少的环节。采用高效冷却液不仅能带走热量,防止滚刀表面烧伤,还能润滑砂轮和工件表面,减少磨削力,提高加工精度。
磨削后的检测与修整
磨削后的滚刀需要经过严格的精度检测,确保其尺寸和表面粗糙度符合设计要求。在连续使用过程中,超硬砂轮的表面会因磨损而失效,因此需定期对砂轮进行修整,以保持其良好的加工性能。
03
超硬砂轮磨削滚刀的优势
高效率加工
超硬砂轮具有较高的切削速度,能够实现高速磨削,显著提高了加工效率。
加工质量稳定
由于砂轮的自锐性好,磨削滚刀过程中产生的热量较少,能有效避免滚刀变形或烧伤,保证了磨削后的滚刀形状精度和表面光洁度。
工具寿命长
超硬砂轮的耐磨性极高,使用寿命长,减少了频繁更换砂轮的成本,同时延长了滚刀的使用寿命。
04
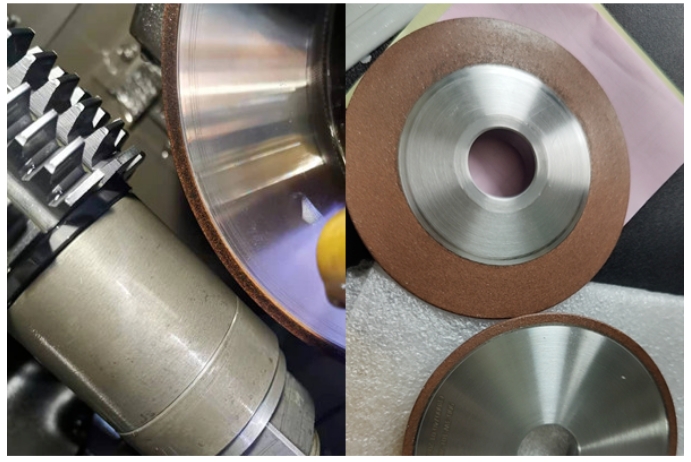
超硬砂轮磨削滚刀的应用实例
加工:滚刀磨削
砂轮尺寸:树脂CBN砂轮D200xT18.75xID76.2x4x3
磨床:三菱
冷却:油冷
转速:1000 -1500rpm
滚轮材质:高速钢
涂层材质:S390粉末冶金
硬度:72HRC
切削量:0.1mm/次
表面质量要求:Ra0.5
磨削时间:20分钟/支
在航空航天、汽车制造等高精密行业中,超硬砂轮磨削滚刀技术得到了广泛应用。例如,在汽车变速箱齿轮的制造过程中,滚刀的高精度磨削需求促使了CBN砂轮的广泛使用,不仅提高了齿轮的加工质量,还显著延长了滚刀的使用寿命,降低了加工成本。
05
结语
超硬砂轮磨削滚刀技术凭借其高效性、精密性和经济性,已成为现代齿轮制造中的重要手段。未来,随着超硬材料和加工工艺的不断发展,超硬砂轮在滚刀磨削中的应用前景将更加广阔。
关于磨澳
河南磨澳自成立以来,作为系统供货商,始终为用户提供完整的解决方案。为用户的每一个需求开发出正确而专业的解决方案,帮助用户能够对不断变化的客户需求做出快速反应,并巩固自己的市场地位。
标签: 磨料磨具
免责声明:凡注明(来源:齿轮头条网)的所有文字、图片、音视和视频文件,版权均为齿轮头条网(www.geartoutiao.com)独家所有,如需转载请与本网联系。任何机构或个人转载使用时须注明来源“齿轮头条网”,违反者本网将追究其法律责任。本网转载并注明其他来源的稿件,均来自互联网或业内投稿人士,版权属于原版权人。转载请保留稿件来源及作者,禁止擅自篡改,违者自负版权法律责任。
网站简介 | 会员服务 | 联系方式 | 帮助信息 | 版权信息 | 网站地图 | 友情链接 | 法律支持
齿轮头条网--齿轮与先进制造业的“全媒体”综合资讯平台
 客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
鑫格尔传媒(北京)有限公司 geartoutiao.com Copyright ©2020-2025,All Rights Reserved 版权所有 不良信息举报中心 | 京ICP备 18007354号-2 | 京公网安备 11011202002671号







 网站客服
网站客服