时间:2024-04-26来源:金属加工@冷加工 作者:周梅斌
对直齿外齿轮、齿轮滚刀和滚齿进行了分析计算,介绍了齿轮滚刀的选算方法。采用该方法能提前、快速优选出最合适的齿轮滚刀,避免了选错齿轮滚刀而造成的损失,具有很好的实用性和经济性。
一、序言
多年来,公司为满足客户的不同需求,在齿形参数上存在大量的非标设计。为加工这些非标直齿轮,公司订购了大量的非标齿轮滚刀,这使得日常加工中优选合适的齿轮滚刀成为一个难题。
以前,制齿人员往往根据经验,采用首件试切法选刀,就是将工件的全齿高留余量,试切一刀后测量外齿公法线,如发现刀具不合适,再更换其他刀具试切。这种方法不仅选刀效率低,还经常出现试切后,外齿根径还有余量,但公法线已过小,从而造成工件报废。操作人员选刀费时费力,工作起来提心吊胆,稍不注意就会导致工件报废,加工时才发现没有合适刀具可选的情况也时有发生。而非标齿轮滚刀订购周期较长,最终易造成延期交货。为同时满足齿根圆直径和公法线要求,公司亟须解决齿轮滚刀的选算问题。
二、分析计算
直齿外齿轮分析计算
直齿外齿轮图样一般都会给出以下数值:齿数 z(个)、模数m(mm)、压力角α(°)、齿顶圆直径da(mm)、齿根圆直径df(mm)、跨测齿数 k(个)、公法线长度最大值Wmax(mm)和最小值 Wmin(mm)。图样有时也会给定名义变位系数x、齿顶高系数ha* 和齿根高系数hf * 。
齿顶高ha的计算公式为
齿顶圆直径da的计算公式为
齿根高hf 的计算公式为
齿根圆直径df 的计算公式为
跨测齿数k的计算公式为
公法线长度W的计算公式为
由式(6)可以推算变位系数x的计算公式为
由以上公式分析计算,当齿数z、模数m、压力角α、跨测齿数k、公法线长度最大值Wmax和最小值 Wmin都已知时,根据式(7)可计算出变位系数最大值xmax和最小值xmin。再根据式(3),就可计算出齿根高系数最大值hf *max和最小值hf * min。
齿轮滚刀分析计算
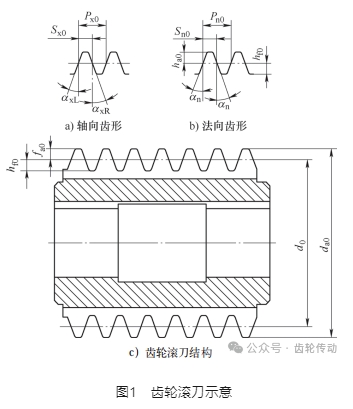
齿轮滚刀是按展成法加工齿轮的刀具,它可以加工直齿轮,也可以加工斜齿轮;可以加工非变位齿轮,也可以加工变位齿轮。图1所示为齿轮滚刀的结构。mn为齿轮滚刀模数(mm),da0为齿轮滚刀大径(mm),d0为齿轮滚刀的分度圆直径(mm),γz0 为齿轮滚刀的螺旋角(°)。
齿轮滚刀的法向齿距Pn0的计算公式为
齿轮滚刀的轴向齿距Px0的计算公式为
齿轮滚刀的法向齿厚Sn0的计算公式为
式中,Sn表示被切齿轮在分度圆处的法向弧齿厚(mm)。
齿轮滚刀的轴向齿厚Sx0的计算公式为
齿轮滚刀的齿顶高ha0等于被切齿轮的齿根高 hf ,即
齿轮滚刀的齿根高hf0等于被切齿轮的齿顶高ha 加上顶隙,即
式中,c * 表示被切齿轮的顶隙系数。
当齿轮滚刀的齿厚值等于齿距值的一半时,此处的齿轮滚刀分圆直径da0为齿轮滚刀的中点分度圆直径;齿轮滚刀齿顶高系数ha0 * 等于齿轮滚刀中点分度圆处齿顶高ha0中除以模数mn,即
每次刃磨后,齿轮滚刀的大径da0和中点分度圆直径都会相应减小,但齿顶高及齿根高基本保持不变,齿轮滚刀的齿顶高系数ha0* 也几乎不变。
滚齿分析计算
当齿轮滚刀加工直齿外齿轮时,相当于一个外齿轮与齿条相啮合(见图2)。被切齿轮的模数m和齿轮滚刀的模数mn要相等,被切齿轮的齿形角α和齿轮滚刀的法向齿形角αn也必须相同。齿轮滚刀不参与加工被切齿轮的齿顶圆。被切齿轮的渐开线齿面和齿根圆是由齿轮滚刀按展成法加工形成的。
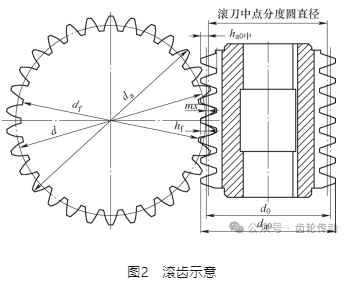
如图2所示,齿轮滚刀的分度圆d0始终与被切齿轮分度圆d相切。当加工非变位齿轮时,被切齿轮的分度圆和齿轮滚刀中点分度圆相切;加工变位齿轮时,刀具中心远离工件中心为正变位(反之为负),此时被切齿轮的齿顶高hf等于刀具中点分度圆处齿高ha0中减去变位量mx,即
由式(13)、式(14)和式(15)推算可知,齿轮滚刀的齿顶高系数ha0 * 必须和被切齿轮的齿根高系数hf * 相等,即ha0 * =hf * 。
三、解决方案
在excel表中建立齿轮滚刀清单表格,输入必要的刀具参数:模数mn、压力角αn、中点分度圆处齿高ha0中,系统会自动计算出刀具齿顶高系数ha0*。对现有可用齿轮滚刀大径da0和中点分度圆处齿高ha0中进行检测。齿轮滚刀的中点分度圆处齿高ha0中可以通过齿厚游标卡尺来测量。使用齿厚游标卡尺卡πm/2 法向齿厚值,即可检测到中点分度圆处齿高ha0中的数值。将检测数值录入刀具清单,并对每一把刀具进行激光打码标记(见图3),再贴上条形码,以便刀具管理。

根据以上相关计算公式编制齿轮滚刀选算软件,按齿轮滚刀选算软件和齿轮滚刀清单选算齿轮滚刀。选刀过程如图4所示,齿轮滚刀选刀软件界面如图5所示,根据示例数值过滤后的齿轮滚刀清单如图6所示。
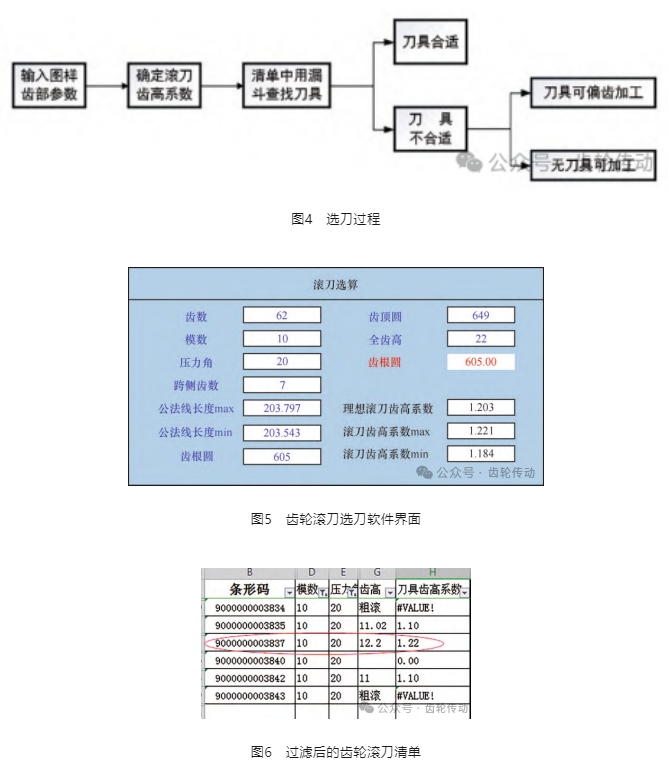
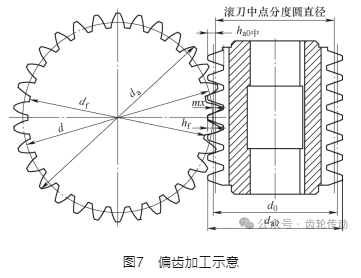
将图样中的齿形参数直接输入,软件会计算出齿轮滚刀齿高系数范围,在刀具清单中利用漏斗过滤,可以快速查找相应的齿轮滚刀。结果有3种:第1种是有相近齿高系数的刀具,刀具合适、无需偏齿加工,选用的齿轮滚刀径向进刀滚切工件,当齿根圆直径满足图样要求时,公法线长度也在图样要求之内。第2种是现有刀具的齿高系数大,可以偏齿加工(见图7),选用径向进刀滚切工件,当齿根圆直径满足图样要求时,公法线长度还小于图样要求,此时齿轮滚刀不再径向进刀,而是靠工件旋转进刀,以此来保证公法线长度在图样要求之内。在 这些齿高系数大的范围内选较小值的齿轮滚刀,可以减小偏齿加工量,从而节约加工时间。第3种是现有刀具齿高系数都小,无刀具可加工,只能订购齿 轮滚刀或更改设计。选用的齿轮滚刀径向进刀滚切工件,当齿根圆直径仍大于图样要求时,公法线长度已达到图样要求,如果继续径向进刀,就会造成公法线长度过小,从而导致工件报废。
四、结束语
采用此方法计算并选用齿轮滚刀,简单、方便、快捷,不仅同时满足齿根圆直径和公法线的要求,而且保证了产品质量,同时可以提前订购刀具,确保交货期,如需偏齿加工,可以优选刀具节约加工成本。经实践检验,此方法为公司创造了很好的经济效益。
参考文献略.
标签: 齿轮滚刀
免责声明:凡注明(来源:齿轮头条网)的所有文字、图片、音视和视频文件,版权均为齿轮头条网(www.geartoutiao.com)独家所有,如需转载请与本网联系。任何机构或个人转载使用时须注明来源“齿轮头条网”,违反者本网将追究其法律责任。本网转载并注明其他来源的稿件,均来自互联网或业内投稿人士,版权属于原版权人。转载请保留稿件来源及作者,禁止擅自篡改,违者自负版权法律责任。
相关资讯
网站简介 | 会员服务 | 联系方式 | 帮助信息 | 版权信息 | 网站地图 | 友情链接 | 法律支持
齿轮头条网--齿轮与先进制造业的“全媒体”综合资讯平台
 客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
鑫格尔传媒(北京)有限公司 geartoutiao.com Copyright ©2020-2025,All Rights Reserved 版权所有 不良信息举报中心 | 京ICP备 18007354号-2 | 京公网安备 11011202002671号









 网站客服
网站客服