时间:2022-07-20来源:网络 作者:
立磨减速机故障解决措施 某公司水泥粉磨系统是水泥CKP240立磨+Φ4.8×9.5m球磨的联合粉磨系统,磨机生产综合台时210t/h以上,水泥分布电耗32KWh/h左右,配套立磨为磨盘中径2400mm,3个轮胎磨辊,磨盘转速:33.5r/min,2014年5月经过3年半多时间运行,检查发现减速机行星架与输出法兰盘联接螺栓和传递扭矩剪切销子断裂,被迫停机。如整机返厂修理至少需要2个月,而且运费和修理费用较高,严重影响旺季水泥生产销售。综合权衡考虑,经过研究采取现场解体检查,通过改进减速机行星架与输出法兰盘联接高强螺栓型式、防松措施,同时,改进传递扭矩的销子数据尺寸,同配扩孔、铰孔等措施,现场仅用8天时间快速解决了减速机故障,节省了50多万元维修费用,保证了减速机正常生产运行。
1、 立磨配套电机减速机主要参数
电机型号:YRKK710-6,功率:2240Kw,转速:994r/min,减速机型号:JLP220-WXA,输入功率:2300Kw,速比:29.6。JLP系列减速机为锥齿轮--平行轴--行星齿轮三级减速传动的结构形式。减速机结构(如下图),行星架与输出法兰盘通过16根M42高强联接螺栓和12个Φ50mm圆柱销子连接组装而成。
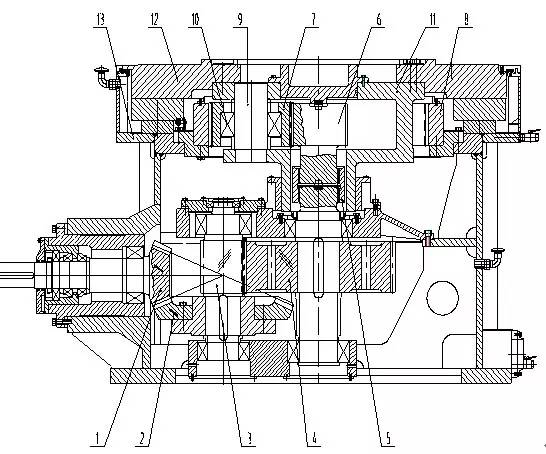
1.高速伞齿轮轴 2.大伞齿轮 3.轴 4.二级大斜齿轮 5.齿形联轴器 6.太阳轮 7.行星轮 8.三级内齿圈 9.行星轮轴 10.轴承 11.行星架 12.输出法兰盘 13.壳体
2 检查损坏部件
在拆卸过程中发现有以下部位发生局部损坏:
(1)减速机行星架与输出法兰盘的4组16条联接螺栓全部切断。 行星架内断裂螺栓和变形销子孔图片:

(2)行星架与输出法兰盘的12条传动销每条分别断裂3段,销轴孔变形椭圆;

(3)三级内齿圈有两个齿端面局部掉落25-30mm左右,有一个齿出现局部裂纹;

(4)行星轮有两个齿端面局部掉落20mm左右;
(5)二级齿轮轴的联轴器外齿有6个齿端面局部掉落20-30mm左右,有3个齿块出现局部裂纹;
(6)行星架中心压盖内球面支撑铜块碎裂损坏。
3 故障原因查找和分析
2014年5月13日,水泥A磨避峰运转后,将油站再次开启后,所有参数均显示正常,等开启立磨后,发现减速机输出盘密封迷宫有多处摩擦产生火花,随即通知中控室操作员立即停磨,约五分钟,输出盘迷宫处已磨的通红,到现场观察后,发现减速机输出盘密封相对壳体错位近10mm,检查发现输出盘法兰联接螺栓切断,进一步拆下每段压板,抽出圆柱销子,发现每个销子分别断裂3段(如果不抽出圆柱销子无法发现断裂情况)。
水泥线立磨使用JLP220型减速机,立磨运行加载压力严格控制在10MPa以内(设计加载额定压力为12MPa),主电机运行电流控制最高未超出140A(为保护设备稳定运行,操作控制在额定电流158A的90%以下),设备系统连锁保护测温、测振、测压、金属探测仪等电器保护系统一直运行安全有效,减速机保护振动值设定为3.5mm/s时抬辊,达到5mm/s时停立磨主电机,正常运转时振动值一般在2.8mm/s以下;减速机推力瓦温度最高不超52℃属于安全运行温度。
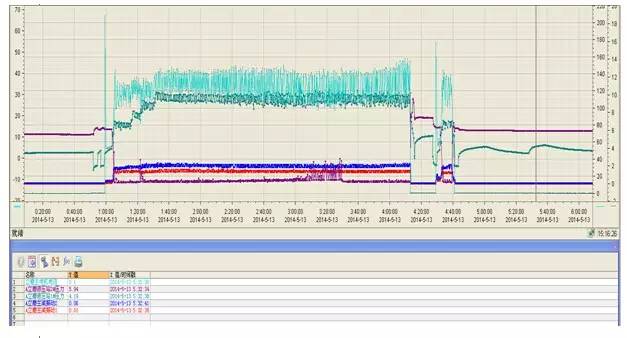
由图中运行曲线可以看出,在停机前立磨振动值及上下腔压力未出现任何异常变化,仅是立磨主电机电流在停机前6分钟出现小幅度增大且没有超过额定值,而在立磨正常运转时也经常会因物料粒度的变化出现主电机电流的波动,因此说此次减速机损坏在运行曲线上表现不明显,仅是出现了减速机迷宫摩擦。根据现场解体情况分析,减速机故障损坏的原因主要有以下几点:
(1)主要是由于减速机行星架与输出法兰盘联接的传动扭矩剪切圆柱销与孔配合出现松动,导致圆柱销及孔磨损,圆柱销受力不均载先后出现断裂所造成的,进而导致联接螺栓承担过大扭矩剪切力断裂。
(2)原设计减速机行星架与输出法兰盘联接螺栓六角头带有十字交叉的两个Φ8mm串钢丝防松孔,从断裂掉下螺栓头部断面看,此孔减弱了螺栓强度,也是螺栓受力后极易断裂的因素。
(3)联接螺栓切断导致行星架下沉,改变了行星轮及太阳轮原有的啮合受力点,造成了齿轮部分啮合齿面的局部剥落损坏。

4 实施解决措施方案
根据减速机出现故障损坏部位情况,研究总体修理方案原则是无返厂修理时间,决定现场就地修理,而且,可以降低维修费用,便于监督修理过程质量。拆卸更换断裂的16个M42-8.8级高强联接螺栓,因原传递扭矩12个Φ50mm圆柱销子孔磨损椭圆变形,采取提高圆柱销强度办法,配钻扩孔、铰孔配制圆柱销子,修磨局部断裂齿部位使之低于工作啮合面,输出法兰盘密封迷宫变形修理圆度,避免安装运行出现刮卡摩擦。
(1)清洗各零部件,安装找正减速机行星架与输出法兰盘同心度,测量、调整两件的安装垂直止口间隙均匀,误差不超0.10mm。然后,用8个M42螺栓对称把紧减速机行星架与输出法兰盘,原则上行星架与输出法兰盘结合面无间隙。(考虑拆装轻微变形,水平结合面用0.03mm塞尺检测不得超过10mm深度为合格)。

(2)改进销子数据尺寸。因原销孔严重变形,无法修复和保证数据尺寸,同时,为了提高剪切圆柱销子强度,对传动销子进行了改进,销孔直径由原来的Φ50mm扩大至Φ59mm,再铰孔至∮60mm;对于Φ60mm沉孔扩大至Φ65mm便于找正安装。
(3)按照已配钻扩、铰销孔作好顺序标记,分别对应标记配制加工磨削12个材质40Cr热处理硬度达到HB=300,内螺纹圆柱销子配磨尺寸Φ60H7/K6mm。
(4)减速机输出法兰盘密封迷宫在立车床上找正,保证每道沟槽直径尺寸符合安装要求,把每道沟槽变形多余部分车掉,保证与减速机壳体密封迷宫组合后不发生干涉摩擦。
(5)为保证装配顺利,所有配磨圆柱销子放置在-10℃冰箱中冷却收缩3小时后,再分别按照标记对称装配。
(6)测绘制作行星架中心压盖内球面支撑铜块并找正安装牢固。
(7)在保证啮合接触强度下,修磨发生局部断齿的三级内齿圈、行星轮及齿型联轴器外齿,把发生裂纹的断齿敲打下来,防止安装后再运行过程中掉下来继续发生损坏其他部位,其余断齿部位修磨低于工作接触面,防止运行中受力损坏其他齿面。
(8)清洗并用刮刀刮研行星架滑动轴承工作面划伤痕迹,达到图纸接触技术要求精度;检查推力瓦各部位没有受到伤害,清洗并用压缩空气吹通润滑供油孔干净,保持畅通。
(9)用高压清洗机对减速机内部各齿轮、轴承清洗并测量检查间隙和外观磨损情况,作好记录,符合技术要求的轴承清洗后继续使用。
(10)改进联接螺栓型式和防松措施。各零部件组装后螺栓紧固防松措施一定要检查做好,对减速机输出法兰盘与行星架联接螺栓(原螺栓六角头带有交叉两个∮8mm串钢丝防松孔,从断裂掉下螺栓头部断面看,此孔减弱了螺栓强度,本次改为螺栓六角头不带串钢丝孔的高强螺栓)紧固后,采取用∮10mm钢筋围成圆圈与其焊接固定防松效果更好。磨盘与减速机输出法兰盘联接螺栓也采取用钢筋围成圆圈与其焊接固定防松办法。
(11)减速机安装就位后,空载运行8小时后各种运行参数正常后,逐步加载运行24h以后减速机地脚螺栓再次防松紧固。
5 运行效果及启示
现场运行带载荷后电机电流值在130A左右(控制在额定电流158A的90%以下)、减速机推力瓦测温最高稳定在54℃、测振值在2.5mm/s以下、供油压力等均在安全运行指标范围,输出盘迷宫密封没有金属摩擦声音。通过分析现场采取改进技术措施仅用8天时间快速修复了立磨减速机,节省了维修费用,保证了正常生产运行。此次故障给我们启示今后要定期对各仪表测点的真实准确性进行核对,确保安全有效,起到安全保护作用。要调整优化工艺操作参数,进一步减轻立磨振动,减少对传动设备电机减速机等的冲击振动影响。同时也要定期对传动销及连接螺栓进行松动、断裂等检查紧固或更换,发现异常情况及时采取有效措施处理解决,使螺栓和销轴完好且装配紧密牢固,保证减速机运行安全可靠性。
(文章与图片均来自网络)
标签: 减速机
上一篇:风电机组齿轮箱高速轴断齿原因分析
免责声明:凡注明(来源:齿轮头条网)的所有文字、图片、音视和视频文件,版权均为齿轮头条网(www.geartoutiao.com)独家所有,如需转载请与本网联系。任何机构或个人转载使用时须注明来源“齿轮头条网”,违反者本网将追究其法律责任。本网转载并注明其他来源的稿件,均来自互联网或业内投稿人士,版权属于原版权人。转载请保留稿件来源及作者,禁止擅自篡改,违者自负版权法律责任。
相关资讯
网站简介 | 会员服务 | 联系方式 | 帮助信息 | 版权信息 | 网站地图 | 友情链接 | 法律支持
齿轮头条网--齿轮与先进制造业的“全媒体”综合资讯平台
 客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
鑫格尔传媒(北京)有限公司 geartoutiao.com Copyright ©2020-2025,All Rights Reserved 版权所有 不良信息举报中心 | 京ICP备 18007354号-2 | 京公网安备 11011202002671号






 网站客服
网站客服