INTRODUCTION
- 导语 -
随着工艺装备技术的不断提升,齿轮行业中出现了数量较多的磨齿机,磨削烧伤就是一个难免会遇到的问题,个别厂家在经过长期的调试之后还是存在问题,对经济产生巨大的威胁。但是目前市场上较多的手段就是简单的消极降低磨削参数,一味地对磨削参数进行降低也会对齿轮磨削的质量造成影响,这对于整个生产的效益的提升是极为不利的。齿轮是目前工业装备中的主要零件之一,相对于常用的渗碳淬火齿轮而言,经过渗碳淬火处理后,齿轮的接触应力得到很大限度的提升,一般是原有的3 倍左右,允许弯曲应力相当于原有的1.5 倍左右,对于齿轮的的耐用性能和寿命将会起到极为关键的作用。但此工艺还是存在着一些不足和常见的问题,最常见的就是表面的磨伤,使用的质量会受到严重的损失。严重的磨削烧伤甚至会使得一些零件无法再继续使用。
加工高精度齿轮时,通常采用齿轮磨床作为加工工艺。因为齿轮磨床的主要功能是去除其他制造方法(例如划痕或摆动)留下的剩余的材料可低至忽略不计。齿轮可以通过磨削、完全通过切削或先切削再磨削到所需尺寸进行生产。通常,齿轮磨削是在齿轮被切削并热处理至高硬度后进行的;对于硬度在350 HB以上的零件,必须进行磨削,因为切割变得非常困难。
齿轮的制造方法多种多样。通常,先将原材料粗切制成金属片,从而形成齿轮的一般形状。然后齿轮移动到更精确的机器上,去除更多的材料;这个过程会需要重复几次。然后,齿轮零件进入最后一步磨削工艺。
- 展成砂轮磨齿机 -
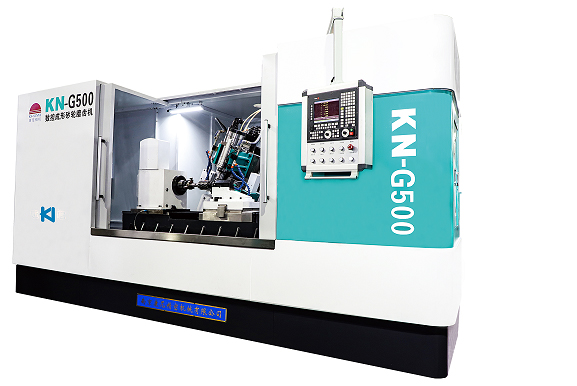
- 成形砂轮磨齿机 -


- 砂轮 -


- 金刚滚轮 -