时间:2023-12-04来源:机械装备研发
数控滚齿机作为工业加工领域中重要的齿轮加工机床,其加工精度对产品的质量具有较大的影响。受到加工条件与环境的影响,滚齿机的小模数齿轮在传动过程中会产生一定的误差,降低了数控机床的加工精度。为此,提出了以数控机床小模数齿轮传动误差补偿方法改善这一问题。首先,根据滚齿机滚刀轴与工件轴的运动关系,建立滚齿机传动误差模型;然后,采用传感器测点的方式,提取小模数齿轮传动过程中的误差数据;最后,采用解耦计算方式,对小模数齿轮进行误差补偿。实验结果表明:该方法能够有效地降低齿轮传动产生的转角误差,提高齿轮传动的平稳性,从而实现数控机床小模数齿轮的高精度加工。
随着数控机床精密化齿轮加工数控技术的快速发展,人们对数控机床小模数齿轮传动的精度要求不断升高。数控机床齿轮的加工精度对生成产品的质量具有重要影响。通常情况下,数控机床小模数齿 轮在运行过程中,受到部件质量、形状、位置等因素的影响,会产生一定的误差,例如机床误差、加工误差、检测误差、传动误差等。其中,齿轮的传动误差对数控机床的稳定运行具有较大影响。
为了减少数控机床运行中的误差,提高加工的精度,相关的研究人员提出了大量改善方法,应用较为广泛的包括误差防止技术与误差补偿技术。误差防止技术通过对零部件进行设计与装配,减少数控机床加工中的误差源,能够有效地提高加工精度。然而,误差防止技术在应用过程中具有较大的局限性,对机床的加工环境与加工条件要求较高,成本相对来说较高。
为了改善这一不足,笔者设计了一种数控机床小模数齿轮传动误差补偿方法,通过解耦计算的方式,消除影响数控机床加工精度的原始误差。希望通过本文的设计为数控机床精密化发展提供一定的帮助。
一、齿轮传动误差补偿方法设计
笔者提出的齿轮传动误差补偿方法主要包括3个部分:建立滚齿机传动误差模型、提取齿轮误差数据、解耦计算齿轮误差补偿值。每个部分的具体设计步骤如下。
建立滚齿机传动误差模型
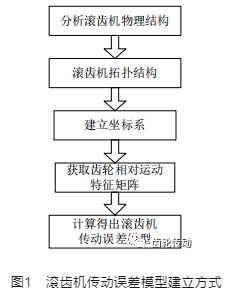
在本文的数控机床小模数齿轮传动误差补偿方法中,滚齿机传动误差模型作为整个方法中重要的组成部分,对数控机床加工精度具有一定的影响。构建滚齿机传动误差模型主要包括以下几部分:分析滚齿机物理结构、基于滚齿机拓扑结构建立坐标系、分析各个部件相对运动的特征矩阵、计算模型参数。滚齿机传动误差模型的建立方式如图 1所示。
首先,采用有限元分析的方式,获取数控机床小模数滚齿机的物理结构,并进行具体的分析,获取齿轮的定位孔轴线与回转轴线重合状况,得出滚齿机的拓扑结构与各个部件之间的关联关系。调整数控机床小模数齿轮上表面的伸长量,得出齿轮立柱中心线间的长度。由于齿轮在传动过程中受到热传导的影响,立柱的温度逐渐从高温降为低温,导致立柱会出现一定程度的弯曲热变形,为了减少立柱由于热变形而产生的误差,将立柱的下端固定在数控机床的悬臂梁部位,减少传动中立柱位移造成的温度影响。
其次,根据数控机床滚齿机的刀具分支与工件分支构成,以床身为基体,得出滚齿机的拓扑结构。然后设置滚齿机的工件轴为中间体,拖板、滚刀架、刀具分支分别为 X、Y、Z 轴,建立三维坐标系。基于滚齿机齿轮的相互运动特征,将滚齿机各个部件间的运动转化为坐标系间的变换关系,获取滚齿机传动过程中相对运动的特征矩阵。结合滚齿机相对运动特征矩阵,计算在传动过程中滚齿机滚刀轴与工件轴之间的运动关系,计算公式如下:
式中,ZB表示滚齿机滚刀头数;ZC表示滚齿机被加工齿轮齿数;vZ表示Z轴向进给速度;vY表示Y轴向进给速度;β表示小模数齿轮工件螺旋角;λ表示数控机床滚刀螺旋升角;mn表示滚齿机斜齿轮的法面模数;nB 表示滚齿机的滚刀轴转速;nC表示滚齿机的工件轴转速。通过计算获取数控机床滚齿机滚刀轴与工件轴之间的相互关系,掌握造成传动误差的影响因素,对误差来源进行分类处理。
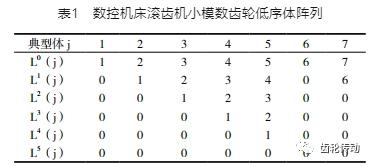
结合数控机床滚齿机的低序体物体阵列原理,对滚齿机的拓扑结构进行阵列运算,获得滚齿机小模数齿轮传动的低序体物体阵列,如表 1所示。
通过上述设计流程,建立数控机床滚齿机传动误差模型,为后续的误差补偿方法设计提供基础。
提取小模数齿轮误差数据
为了提高误差补偿处理结果的精度,采用传感器采集模型中的各项信息。首先,数控机床的温度信息与传动过程中的位移信息对传动误差补偿具有重要的作用,采用传感器测点的方式,在数控机床距离发热源较近的位置进行贴片处理,控制贴片的温度传感器数量大于机床的热源数。选定温度采集点,设定滚齿机运行的初始温度,获取数控机床热误差的变化。调节滚齿机导轨与接触表面的高度距离,采用恒流静压导轨技术,计算出数控机床导轨与滑块之间的摩擦热量,公式如下:

式中,QS表示滚齿机单位时间内的发热量;μ 表示滚齿机传动过程中的动摩擦系数;FS表示滚齿机导轨接触面的载荷;J表示滚齿机传动的热功当量;vS表示滚齿机传动过程中导轨的滑动速度。综合考虑数控机床小模数齿轮传动方式的不同,在提取误差数据时,应当控制滚齿机蜗轮与蜗杆之间的相对滑动速度,避免出现传动效率过低的情况。传动中,当滚齿机出现升温现象时,实时记录温度的具体变化情况,增大滚齿机齿面的转动速度,提高蜗轮与蜗杆之间齿合面的润滑程度,获取滚齿机蜗轮蜗杆的摩擦发热量:
式中,QW表示滚齿机蜗轮与蜗杆间产生的摩擦热量;PW表示滚齿机的转台功率;η 表示滚齿机传动效率。根据计算结果,提取数控机床小模数齿轮传动过程中的误差变化数据。
解耦计算齿轮误差补偿值
根据上述提取的滚齿机小模数齿轮传动误差数据,采用解耦计算的方式,对齿轮轮廓进行误差补偿。首先,考虑数控机床在加工过程中,砂轮坐标系与工件坐标系之间的转角误差,分析齿轮由于转角误差导致的几何误差与传动误差,进而采取相应的误差补偿处理方法。设定x、y、z 分别为直线X、Y、Z 轴相对于初始坐标系的位移距离,结合微分变换矩阵的方式,反映初始坐标系的微分变化。
对数控机床小模数齿轮进行传动误差补偿时,首先需要通过一定的方式,获取滚齿机各运动轴的补偿值,结合微分变换矩阵的原理,计算传动误差模型,将砂轮坐标系相对于工件坐标系的转角误差进行转换,依据齿轮的轮廓特征,将转角误差转换到相应的运动轴上,从而得到所需的补偿值。将补偿值插入到数控系统中,经过反馈环节的反馈中断作用,获取误差补偿值的脉冲信号。当脉冲信号输入到补偿信号伺服控制环内部时,实现误差补偿值脉冲信号的加工补偿。
数控机床小模数齿轮在传动过程中还会产生一定的齿距误差,采用分度圆弧长的度量方式,度量齿合线的增量,计算齿轮的齿距误差,设置齿合线的增量为ΔF ,基于解耦计算的方式,计算齿轮转角误差对应的分度圆弧长误差为:
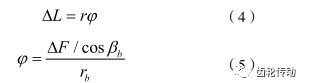
式中,βb表示小模数齿轮基圆的螺旋角;φ 表示小模数齿轮的转角误差;r表示齿轮基圆的半径;rb表示齿轮分度圆的半径。通过计算,获取齿轮分度圆弧长与转角误差的对应关系。
调整小模数齿轮的运动姿态,对齿轮实施与传动误差方向相反、大小相等的补偿运动,抵消小模数齿轮与工件之间的转角误差,使齿轮的磨削面与工件的加工表面达到重合。修正数控机床小模数齿轮的数控指令以及传动轨迹,在工件坐标系内获取齿轮中心位置的变化曲线,通过调整齿轮的传动误差方向及大小,实现数控机床的高精度加工。
二、实验与结果分析
综合上述内容,为了进一步对数控机床小模数齿轮传动误差补偿方法的可行性作出客观分析,进行如下实验测试。
实验准备
采用 PT100 温度传感器、1 套激光干涉仪、齿轮传动模拟量信号采集卡、数控滚齿机及若干导线。用温度传感器采集若干数控机床小模数齿轮运行过程中的温度信息与位移信息,在机床中布设 8 个测点,测试齿轮传动的实时温度并进行记录。利用齿轮传动模拟量信号采集卡采集电压信号,并将电压值转换为温度值。通过激光干涉仪,测量机床刀架处的位移变形情况,并将以上获取到的数值记录到传动误差模型中。本次实验的目标对象为型号为MT2418的滚齿机,滚齿机上包括驱动安装工件的顶尖轴,滚齿机加工对象的模数为 1,齿数为 50,压力角为 25°,小模数齿轮的螺旋角度数为 24.5°,计算工件传动过程中的开环传递函数:
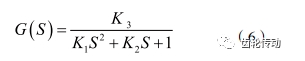
式中,K1表示数控机床伺服电机轴的转动惯量;K2表示扭转刚度;K3表示阻尼系数;S表示齿轮传动降速比常数。
结果分析
根据上述计算结果,结合坐标变换的方式,设置小模数齿轮传动的周期为一周,获取数控机床小模数齿轮传动进行误差补偿前后的转角误差曲线变化情况,如图 2、图 3所示。
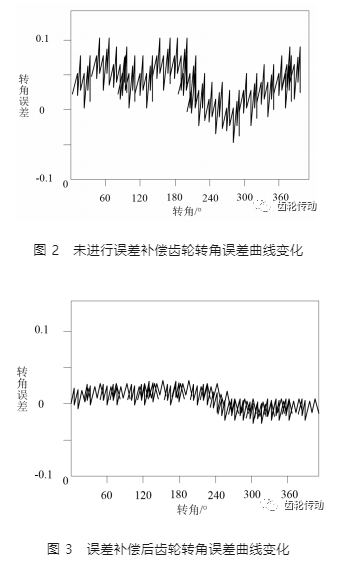
由图 2、图 3 可知,未经过误差补偿处理的小模数齿轮,在传动过程中,转角误差的变化幅度较大,整体运行较不稳定;经过文中提及的误差补偿方法处理后,有效降低了齿轮的转角误差,在传动过程中平稳性较强,能够实现数控机床小模数齿轮的高精度加工。
三、结语
综上所述,为了提高数控机床小模数齿轮加工的精度,针对加工中产生的误差,提出了数控机床小模数齿轮传动误差补偿方法。该误差补偿方法适用性较强,能够降低齿轮传动过程中产生的转角误差,且成本较低,弥补了传统误差防止方法的不足,在一定程度上延长了数控机床的使用寿命。
参考文献略.
免责声明:凡注明(来源:齿轮头条网)的所有文字、图片、音视和视频文件,版权均为齿轮头条网(www.geartoutiao.com)独家所有,如需转载请与本网联系。任何机构或个人转载使用时须注明来源“齿轮头条网”,违反者本网将追究其法律责任。本网转载并注明其他来源的稿件,均来自互联网或业内投稿人士,版权属于原版权人。转载请保留稿件来源及作者,禁止擅自篡改,违者自负版权法律责任。
相关资讯
网站简介 | 会员服务 | 联系方式 | 帮助信息 | 版权信息 | 网站地图 | 友情链接 | 法律支持
齿轮头条网--齿轮与先进制造业的“全媒体”综合资讯平台
 客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
鑫格尔传媒(北京)有限公司 geartoutiao.com Copyright ©2020-2025,All Rights Reserved 版权所有 不良信息举报中心 | 京ICP备 18007354号-2 | 京公网安备 11011202002671号



















 网站客服
网站客服