时间:2023-11-15来源:电气与自动化
为实现高硬度复杂曲面齿廓结构的弧齿锥齿轮自动化倒角磨削加工,开发一种带有浮动补偿功能的机器人倒角磨削系统。研究机器人磨削用于弧齿锥齿轮倒角时的加工工艺以及磨削原理,得到适用于弧齿锥齿轮自动化倒角方法并验证可行性。工艺流程包括工具和工件坐标系标定、倒角路径离线编程、自动倒角加工、尺寸检测。该系统加工出的倒角加工面尺寸误差、表面质量、一致性、效率与传统加工相比有了很大的提高。
直升机减速器中的齿轮对减速器的性能有着至关重要的影响,它起到转换直升机发动机所输出功率的功能,并为中枢受力构件直接承受旋翼与机体之间产生的全部作用力和力矩。因此要求减速器中的齿轮承载能力高、寿命长、可靠性好、干运转能力强,可以在高温、高压、高转速的工况下稳定运行。对齿轮进行倒角处理可以解决齿轮沿齿长方向的尖角、改善齿轮换挡力、降低齿轮传动产生的噪声和冲击力,由此可以避免换挡过程中齿轮间的冲击打齿,实现平顺地啮合以及减少齿廓面应力集中,从而有效提高齿轮的性能、使用寿命及可靠性。直升机减速器中的弧齿锥齿轮具有硬度高、齿廓形状复杂的特点,传统的手工倒角对工人的技术要求很高且工作环境恶劣、劳动强度大、加工效率低、一致性差,使用倒角机倒角又面临成本高、适应性差的问题。对齿轮采用机器人倒角磨削加工,可以提高成品率、一致性以及加工效率,保证加工的质量,降低成本,提高复杂曲线加工的精度。目前国内外对齿轮、叶片、洁具等形状复杂的工件均开展了机器人磨削加工的研究。本机器人 磨削系统将对某型弧齿锥齿轮进行倒角加工,最终加工出 C0.5~C0.75 mm 的倒角加工面。
一、机器人倒角磨削系统构成
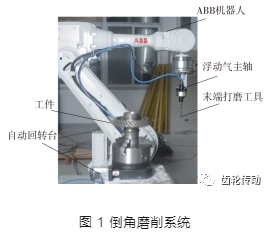
机器人倒角磨削系统如图 1 所示,该系统由机器人系统、浮动气主轴、自动回转台、工件等构成。机器人为 ABB 公司生产的 IRB4600 六自由度关节臂机器人,工作范围为 2.05 m,最大负载为 60 kg。浮动气主轴为瑞士 Amtru 公司生产的 FB-CUT110,该气主轴具有径向浮动功能,可根据齿轮轮廓曲线曲率的变化情况自行进行浮动补偿,浮动力最高可达 25 N,最高转速可达 19 000 r/min。浮动气主轴安装在机器人末端,齿轮安装在回转台上,机器人与回转台联动,通过回转台的旋转实现每个齿轮齿廓的倒角加工,从而完成自动化倒角。
二、机器人磨削倒角工艺流程
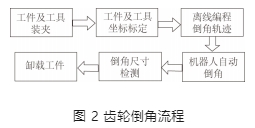
倒角工艺流程:图 2 为弧齿锥齿轮倒角的工艺流程。倒角系统的工具、工件标定和加工路径离线编程是倒角加工中的重要环节。
工具坐标系的标定与定义:TCP( tool center point) 即机器人工具中心点,通过机器人内置指令 MToolTCPCalibp1,p2,p3,p4,tool1,max_err, mean_err; 来计算 TCP,其中 p1、p2、p3、p4 为机器人示教时 4 个点的 jointtarget( 6 个轴坐标值) ,计算结果赋值到 tool1 的坐标系。在完成四点示教后,四点构成一个球面,球心即为当前 TCP 所在 wobj0 下的坐标值 xyz,通过获取球心坐标来计算 TCP。
B= AX (1)
式中:A 为机器人 tool0 表示的当前位置 pose( xyzq1-q4) ; X 为工具 tcp pose( xyz,q1-q4) ; B 为机器人当前工具表示的当前位置 pose( xyz,q1-q4) ,所以得到 X= A-1 B。由此得到在 Robot Studio 中的计算程序(图 3) 。

在本次实验中使用特种刀柄装夹金刚石磨片为打磨工具。由于打磨工具形状的特殊无法直接用四点法进行标定,因此使用相同长度的尖针来进行替代,此时 TCP 点为打磨工具端面中心( 图 4) 。

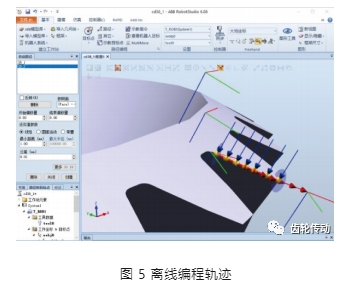
加工轨迹离线编程:倒角加工路径为机器人在倒角过程中所有姿态以及相应目标点的集合。机器人通过连续不断地以特定的姿态到达每个目标点来实现倒角加工的过程。倒角系统使用 ABB 公司的离线编程软件 Robot Studio 生成倒角加工路径。倒角加工路径产生方法如下: 1) 在仿真软件 Robot Studio 中直接导入齿轮的三维模型; 2) 通过四点法标定出工具坐标系,通过三点法标定出工件坐标系,平移齿轮的三维模型使其与实际的齿轮坐标相重合; 3) 在工件坐标系中生成倒角路径; 4) 优化路径,进行轨迹规划和离线仿真避开机器人的奇异点以及倒角机构与工件的干涉区域,刀具为顺时针旋转,在规划路径时刀具由齿根向外运行。经过实验对比效果好于刀具由外向齿根运行,如图 5 所示。
浮动补偿接触力:
1) 浮动补偿力优点
采用浮动补偿加工的方法,能较好地适应齿轮齿廓边缘曲线形状变化,满足齿轮齿廓边缘的结构特点,保证齿轮的相关尺寸精度和表面质量,确保倒角过程中精确地控制切削量,能很好地跟踪齿廓曲线以补偿工件的自身变形,还能有效防止倒角过程对齿轮基体造成损伤。当倒角轨迹不规则或者与理论型线有差异时,浮动阻尼可根据被加工齿轮齿廓的实际线型进行自动补偿或退让以达到最佳的倒角效果,其最大补偿与退让量可达到±5 mm。浮动倒角机构设计有精密的切削力控制系统,能通过压力控制使末端加工磨片紧密贴合被加工齿轮的齿廓曲线,随加工曲线的形变产生相应的弹性变形,实现倒角齿轮齿廓曲线的自动跟踪。通过控制浮动阻尼的弹性变形以及相应力矩的大小来调整相应的接触压力进而实现磨削力的调节。
2) 补偿力与磨削力性能分析
在倒角加工时,为保证倒角加工面的尺寸均匀一致,使用磨片的边缘点与齿轮齿廓棱边接触,此时磨削方式近似于立式平面磨削。
将磨削力分解为 3 个相互垂直的分力: Fn 为法向磨削力、Ft 为切向磨削力、Fa 为轴向磨削力。将单个磨粒与工件之间的磨削力同样分解为 3 个相互垂直的分力: 法相力 F'n、切向力 F't、轴向力 F'a。由此得到
式中: σ 为比磨削力,垂直于切削方向上的单位切屑面积所受的力; am 为平均切屑面积。
式中: lc 为接触弧长; b 为接触宽度; j 为同时进行磨削的磨粒刃数。由以上各式可以推导出:
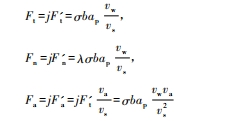
式中: vs 为磨片实际加工点的线速度; va 为 vs 轴向分量; vw 为工件速度; ap 为磨片轴向进给量。
当控制浮动阻尼进行压紧,此时进给量 ap 增大,单位时间内工件的去除量增加,每个磨粒的切削厚度增加,磨削力增大。当磨片实际加工点的线速度 vs 增大时,单位时间内进行磨削的磨粒个数减少,磨粒的切削厚度减小,磨削力减小。
三、直升机减速器齿轮倒角实验
试验目的:使用本机器人倒角系统来对某公司所提供的某型直升机减速器齿轮进行倒角,以验证本系统的性能。该齿轮的材料为合金钢,齿廓倒角处硬度为 HRA82。
试验步骤:按照图 2 的加工流程图进行试验,详细步骤如下:
对工具(浮动打磨头) 和工件(齿轮) 坐标系进行标定。在 Robot Studio 中导入工件的三维模型以及 TCP 坐标,对齿轮进行离线编程生成齿轮倒角路径。进行轨迹规划和离线仿真,以避开机器人的奇异点以及倒角机构与工件的干涉区域,将离线编程轨迹导入到机器人中。在完成一个齿的加工后,装夹齿轮的转台按照设定好的度数旋转,按照相同的工艺步骤加工下一个齿。最后检测倒角的尺寸以及表面质量是否满足要求。
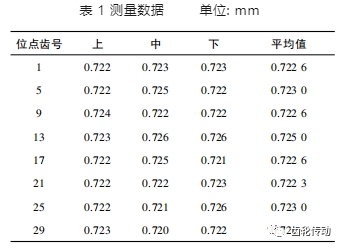
试验结果:本试验使用了接触式 334006 型轮廓仪来测量倒角尺寸,为了保证数据的准确性以及齿轮中每个齿的加工一致性,在整个齿轮总计 31 个齿中随机选择 8 个齿进行检测,每个齿分别在上、中、下 3 个部位测量尺寸,测量数据见表 1。
四、结语
1) 机器人倒角磨削系统对直升机减速器齿轮的倒角加工具有很强的适用性,本磨削倒角系统包含了机器人与离线编程、自动工装回转台、磨削力补偿等前沿方法,自动化程度高,可以使工人摆脱繁琐的倒角加工,提高工作效率,提升我国制造业的智能化水平。
2) 通过对加工后的齿轮进行测量,测量结果表明齿与齿之间的尺寸一致性较高,齿轮齿廓处精度得到显著提高,该系统的加工精度完全符合直升机减速器齿轮的加工要求。
上一篇:花键孔零件磨齿精度保证的工艺研究
免责声明:凡注明(来源:齿轮头条网)的所有文字、图片、音视和视频文件,版权均为齿轮头条网(www.geartoutiao.com)独家所有,如需转载请与本网联系。任何机构或个人转载使用时须注明来源“齿轮头条网”,违反者本网将追究其法律责任。本网转载并注明其他来源的稿件,均来自互联网或业内投稿人士,版权属于原版权人。转载请保留稿件来源及作者,禁止擅自篡改,违者自负版权法律责任。
相关资讯
网站简介 | 会员服务 | 联系方式 | 帮助信息 | 版权信息 | 网站地图 | 友情链接 | 法律支持
齿轮头条网--齿轮与先进制造业的“全媒体”综合资讯平台
 客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
鑫格尔传媒(北京)有限公司 geartoutiao.com Copyright ©2020-2025,All Rights Reserved 版权所有 不良信息举报中心 | 京ICP备 18007354号-2 | 京公网安备 11011202002671号



















 网站客服
网站客服