时间:2022-04-13来源:今日制造与升级
本文中硬齿面滚齿和插齿是指利用硬质合金刀具加工热处理后硬度为 HRC48 以上齿轮的加工技术。随着国产硬质合金刀具以及机床技术的发展,这种低成本、高效率的齿轮加工技术逐渐被推广应用,本文将介绍我们在应用硬齿面滚齿和插齿中的相关案例,就硬齿面加工所涉及的切削参数、切削效率等提供参考数据。
1 硬齿面加工技术的发展
目前最主要的齿轮热后精加工方式是磨齿,包括 ( 成型磨和展成磨)。大批量生产时精度等级可达到 DIN 6、7级精度。一般情况下,采用整体感应淬火或渗碳、淬火工艺方法热处理后的齿轮(由于变形量大、易开裂等原因),表面应力大小和方式会随淬火方式、工艺参数、淬火介质、冷却速度等因素不同而不同。虽然经过低温回火处理,但残余应力很难彻底消除。如果表面应力的合力形式是拉应力,而且应力值小于工件表层晶界的屈服强度极限,此时表层应力尚处于平衡状态,即使对于高碳马氏体这一类比体积比较大的组织,在工件表面也不会出现裂纹,如果表面应力的合力形式为压应力,而压应力对于提高表层硬度和质量有较大的好处,更不会造成齿面产生裂纹。
磨齿时,加工表面应力主要是磨削热载荷作用所致,由于表面温度的升高和砂轮颗粒的挤压切削,会在加工后的齿面形成拉应力,若此拉应力与热处理后残余的拉应力叠加或远远大于热处理后表面的压应力,就破坏了齿轮表面应力平衡,容易产生烧伤、微裂纹、残余拉伸应力、表层内形成的组织和硬度都有显著差别的分层。
为了降低齿轮传动过程中的噪音问题,增加齿轮重合度是一种有效的手段,这就需要增加齿轮的渐开线啮合长度,降低有效渐开线起 始点,一般的滚磨工艺(不磨削齿根)由于热前留磨量的原因无法保证有效点,只用精滚加全磨齿根才能最大化的提高齿轮啮合重合度。但全磨齿根工艺容易产生磨糊磨裂问题,影响齿根强度,而且对工艺、机床要求很高。
磨削加工还有生产率低,成本高(砂轮消耗、金刚滚轮消耗);设备复杂,价格昂贵,单件消耗成本高等缺点。
硬齿面滚齿、插齿技术是采用硬质合金滚刀、插刀加工热后硬齿面齿轮的工艺技术(由于切削薄、宽度小等特点,通常也称为硬齿面刮削技术)。
采用硬质合金齿轮刀具加工硬齿面齿轮的优点:相较热前磨齿可以消除齿轮热处理后变形量;相较热后磨齿可以消除磨削热造成的烧伤、微裂纹,残余拉伸应力;生产率高,具前苏联资料其生产率较磨齿提高 3~9 倍;精切后齿轮精度弧齿锥齿轮可达 DIN 6 级或 AGMA11 级,直齿轮可达 7 级,齿面粗糙的度 Rz 3.2~1.6。由于齿面粗糙度低,有利于提高齿轮轮齿的表面耐用度和抗胶合能力;不需要使用专用机床,在保证机床精度和刚性满足要求的情况下一般切软齿面机床即可加工,因而降低了设备投资和加工成本。
从以上可以看出,使用硬质合金齿轮刀具刮削精加工硬齿面齿轮,有着一系列优点,尤其在薄壁件、台阶齿、有位置度要求、表面强度高、磨齿砂轮受限等的硬齿面齿轮加工,更充分显示其优点,其应用范围必将越来越广。
汉江工具厂作为国内首屈一指的齿轮刀具设计和制造厂家,可以设计和生产硬质合金滚刀和插刀,到目前为止已先后生产过 m 3、4、5、6、10.5 的硬质合金插齿刀和滚刀,试切的材料有 45、CrWMn. 30CrMnTi,20CrMnTi,热处理硬度范围为HRC50~64,冲程数范围各 50~240 次/分,齿面粗糙度为 Ra1.25~0.32,精度为 JB179-60、7~8 级。
目前硬质合金插齿刀在国内外的发展、应用不及硬质合金刮削滚刀 那样普遍,其原因在于硬质合金插齿刀切削冲击大,对于硬质合金刀具冲击是对刀具寿命影响的最大因素。因此开发专用的切削参数、切屑厚度计算工具十分重要。
2 硬齿面加工技术难点
刀具的设计与制造
1. 硬质合金滚刀的设计加工由于硬质合金材料价格昂贵、硬度大、不耐冲击等特点对硬质合金滚刀的加工提出了很高的要求。也使想要使用硬质合金滚刀的门槛增加。目前主流的做法是按照齿轮模数的大小将硬质合金滚刀结构分级:
(1)模数在 0.4~2 的合金滚刀采用整体式结构(如图 1 所示),具有高速切削的特点,切削速度达到150m/min,切削效率高。

图 1 整体硬质合金滚刀
(2)模数 2~14 的合金滚刀采用单刀片式焊接结构或者可换刀片的机夹式结构。焊接式结构合金滚刀刀体材料选用合金结构钢,成本低廉,且具有良好的力学性能、工艺性能和焊接性能,也具有较高的强度和塑性,同时热处理后内孔及端面有较高的硬度以增加其耐磨性,保证刀具的精度。
整体硬质合金滚刀直接进行铲磨加工,铲磨加工所采用的金刚石砂轮转速要达10000r/min 以上,这对机床的性能提出了超高要求。
2. 硬质合金插刀的设计与加工特点
硬质合金插刀加工热后硬齿面齿轮普遍采用粗插、热处理、精插的工艺。粗插一般采用高速钢材料的插刀,这是由于插齿过程冲击大。这样就涉及到热前加工留量的问题。
根据和厂家的技术交流以及我们实验初步将精加工留量设定如下,模数 2 齿厚留量 0.2, 模数 3 齿厚留量 0.25~0.3,模数 4 和 5 齿厚留量 0.4,模 5 以上留量 0.5。
为了避免硬质合金凼轮刀具的顶刃和侧刀同时参加工作而引起崩刃和急剧的圆角磨损, 热处理前,齿轮粗加工时,要求齿轮齿槽略深于标准齿高,槽底两侧有适当的根切,并留适当的精加工余量,以便热处理后精加工时,硬质合金刀具只切削余量均匀的渐开线有效齿形部份,从而达到高的精度和增加刀具寿命。
对机床夹具的要求
尽可能选择刚性强、强度高的机床。因为硬齿面加工的切削薄、小的特点,刚性不足容易导致加工时受力不均。在一般刚性机床上加工时,机床分度机构及刀架间隙要适当调整,一般为 0.005~0.015 mm,不能太大,切屑的厚度变化大会引起硬质合金刀具崩刃。夹具一定要精度高,并且夹紧工件应牢固可靠。
由于热后精加工,因此工件粗加工和精加工需要对齿,工件安装前后都必须保持正确的位置。机床和夹具应有对齿机构,以保证工件不会装偏。
硬齿面加工的试验
1. 硬齿面滚齿实验
硬质合金滚刀的切削速度在 40~60 m/min。本次试验工件为渐开线花键齿,工件材料粉末冶金,热处理要求:高频淬火,齿面硬度 HRC40~55,层深 0.59~1.01,花键参数如表 1 所示。
表 1 花键参数
实验用滚刀采用整体硬质合金材料,使用金刚石砂轮铲磨出齿形。
表 2 硬质合金滚刀参数

加工时的滚齿线速度控制在 40~60m/min, 轴向进给 0.2mm。
2. 硬齿面插齿实验
硬齿面插齿实验是我们联合兄弟单位合作实验,加工工件为模数 2 的内齿圈参数如表 3 所示,插刀参数表 4,精加工留量为跨棒距留量。
表 3 内齿圈参数

表 4 插刀参数
以上是本次试验的机床为格里森 P200。
切削参数如表 5 所示。
表 5 切削参数
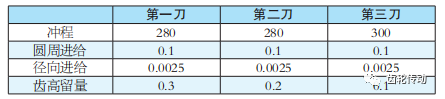
加工结束后检测齿形,精度等级为 DIN7 级,满足了工艺要求。表面光洁度 Ra0.8。
3 目前存在的困难与突破口
硬齿面加工技术的持续发展为齿轮加工提供了有一种工艺方案的选择,硬齿面滚齿、插齿技术有效率高、能耗低、成本低、适用特殊结构等一系列优势,必将会得到大量的应用。实验过程中积累的经验对以后的生产提供帮助,也遇到了很多问题,需要去研究和解决的。
上一篇:修形珩齿新工艺
下一篇:高效涂层滚刀的刃磨探索
免责声明:凡注明(来源:齿轮头条网)的所有文字、图片、音视和视频文件,版权均为齿轮头条网(www.geartoutiao.com)独家所有,如需转载请与本网联系。任何机构或个人转载使用时须注明来源“齿轮头条网”,违反者本网将追究其法律责任。本网转载并注明其他来源的稿件,均来自互联网或业内投稿人士,版权属于原版权人。转载请保留稿件来源及作者,禁止擅自篡改,违者自负版权法律责任。
相关资讯
网站简介 | 会员服务 | 联系方式 | 帮助信息 | 版权信息 | 网站地图 | 友情链接 | 法律支持
齿轮头条网--齿轮与先进制造业的“全媒体”综合资讯平台
 客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
鑫格尔传媒(北京)有限公司 geartoutiao.com Copyright ©2020-2025,All Rights Reserved 版权所有 不良信息举报中心 | 京ICP备 18007354号-2 | 京公网安备 11011202002671号



















 网站客服
网站客服