时间:2022-03-25来源:
1、渐开线基本参数不同时,可以通过转位设计将参数转化成相同模数时所对应的转位参数,由于压力角误差导致基圆直径不一致而产生齿廓倾斜误差,螺旋角误差产生螺旋线倾斜误差。
2、计算公式:
齿廓倾斜误差fHa= (ρmax - ρmin )×(db′-db)/db′ ①
螺旋线倾斜误差fHβ= b×(TAN(ATAN(d/d′×TAN(β′)))-TAN(β)) ②
上式中各代号说明:
ρmax —最大曲率半径 ρmin—最小曲率半径
db—理论齿形基圆直径 db′—检测齿形基圆直径
d—理论齿形分度圆直径 db′—检测齿形分度圆直径
β—理论齿形分度圆螺旋角 β′—检测齿形分度圆螺旋角
b—齿宽
用EXCEL建立表格(见表一),并把公式输入表格,按表格项目输入数据后即可自动计算齿形、齿向误差,fHa计算值为负表示压力角偏小;fHβ计算值为负表示螺旋角偏小。
齿形、齿向误差计算(表一)
3、应用:
1)、齿轮测绘:
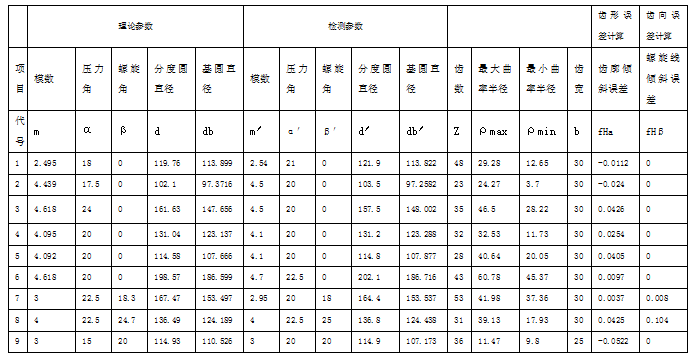
某齿轮测绘时初步确定参数为(参见表一序号8):
模数=4 分度圆压力角=22.5° 分度圆螺旋角=25°
齿数=31 齿宽=30 齿形测量起始点直径=129.5 齿形测量终止点直径=147
检测后的齿形、齿向如下图示;齿廓倾斜误差=0.04 螺旋线倾斜误差=0.11。
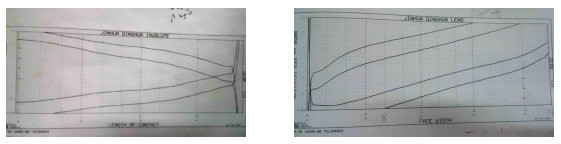
按该齿形、齿向误差调整基本参数,调整后的齿轮基本参数:
模数=4 分度圆压力角=22.5° 分度圆螺旋角=24.7°
进行理论误差计算:
齿廓倾斜误差fHa= 0.0425
螺旋线倾斜误差fHβ= 0.104。
参数调整后的齿形、齿向如下:
2)、齿轮加工:
示例:要求加工某新产品齿轮基本参数为(参见表一序号5):
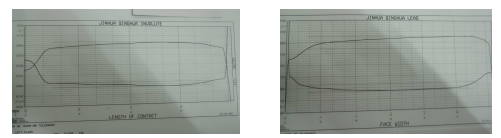
模数=4.092 分度圆压力角=20° 分度圆螺旋角=0。
现有条件无此模数和压力角剃前滚刀、剃齿刀,采用模数=4.1 、分度圆压力角=20°的代用滚剃刀加工,首先应用公式①、②计算:齿廓倾斜误差=0.0405 螺旋线倾斜误差=0。
模数=4.1、分度圆压力角=20°、分度圆螺旋角=0转位后参数为:模数=4.092、分度圆压力角=19.69°、分度圆螺旋角=0,滚齿后的齿形、齿向见下图:
工艺剃齿双面余量=0.06,从齿廓倾斜误差可以看出,齿形终止点单面剃齿余量最小=(0.06-0.04)/2=0.01,齿形起始点单面剃齿余量最大=(0.06+0.04)/2=0.05,该滚刀不需铲磨可直接代用,剃齿刀按新参数正常修磨就可以了。
如果采用磨齿加工时,滚齿时可用齿廓倾斜误差更大的代用滚刀加工,此时留磨量应增大fHβ/2,同时滚齿时螺旋角应作相应调整。
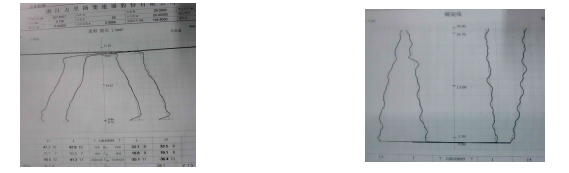
3)、刀具计算:下图所示为剃前滚刀刀齿瘤头,滚刀模数=3,法向基本齿形角=20°,δ=5°,△=0.04。
滚刀瘤头齿形角=20°-5°=15°滚齿后齿根沉切,其齿形误差即齿根最大沉切量=0.052(参见表一序号9)。

免责声明:凡注明(来源:齿轮头条网)的所有文字、图片、音视和视频文件,版权均为齿轮头条网(www.geartoutiao.com)独家所有,如需转载请与本网联系。任何机构或个人转载使用时须注明来源“齿轮头条网”,违反者本网将追究其法律责任。本网转载并注明其他来源的稿件,均来自互联网或业内投稿人士,版权属于原版权人。转载请保留稿件来源及作者,禁止擅自篡改,违者自负版权法律责任。
相关资讯
网站简介 | 会员服务 | 联系方式 | 帮助信息 | 版权信息 | 网站地图 | 友情链接 | 法律支持
齿轮头条网--齿轮与先进制造业的“全媒体”综合资讯平台
 客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
鑫格尔传媒(北京)有限公司 geartoutiao.com Copyright ©2020-2025,All Rights Reserved 版权所有 不良信息举报中心 | 京ICP备 18007354号-2 | 京公网安备 11011202002671号



















 网站客服
网站客服