时间:2022-03-01来源:机械工程师
对比了5种不同的金属材料,针对热处理指标、尺寸变形和生产平顺性选择合适的评价指标,在相同的制造工艺前提下(机械加工工艺及热处理工艺完全相同)进行实验,分析了5种汽车变速箱齿轮材料在生产制造过程中表现出的优劣性,为汽车变速箱材料选型提供了依据。
1 汽车齿轮常用材料介绍
汽车变速箱齿轮材料不仅要有良好的强度、韧性、耐磨性,而且还要求变形小、加工精度高。在齿轮的热处理加工工艺中,除了一般的淬火、回火外,还采用渗碳淬火、氮化处理、高频淬火等多种表面硬化工艺。对齿轮材料技术要求有:
1)足够的芯部淬透性、表面硬度和深层,并确保齿轮渗碳淬火时渗碳层和芯部不出现过冷奥氏体分解物;
2)齿轮渗碳淬火后尺寸变形小且均匀,便于后续的精加工。
汽车齿轮常用的国产材料有 20CrMnTi、20CrMo、 20MnCr5、25CrMnS4 等,本文对比了以上 4 种国产材料及德国进口材料(型号 TL4521)在相同制造工艺下(机械加工工艺及热处理工艺完全相同) 所表现出来的材料优劣性。
2 汽车齿轮制造过程的评价参数介绍
齿轮的设计参数有齿数、模数、压力角、齿顶高系数和螺旋角等;齿轮制造过程中的评价参数有跨棒距MDK、径跳 FR和齿轮精密测量报告等,表 1 所示为汽车变速箱齿轮零件在制造过程的评价参数。
表1 汽车变速箱齿轮零件在制造过程的评价参数
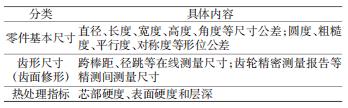
齿轮的精密测量报告主要评价齿轮齿面修形误差(实际形状与设计的非理论渐开线齿形之间的偏差)及分度误差(周节误差),齿面修形误差包括齿形角偏差、齿形形状误差、齿形鼓形量、齿向角偏差、齿向形状误差和齿向鼓形量等,分度误差包括单个周节误差、周节累计误差等,这些参数决定了齿轮的加工精度等级,影响了变速箱的振动和噪声。
3 实验设计
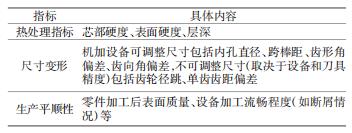
评价指标选择: 为了对比上述的 5 种材料在汽车变速箱齿轮加工制造过程中所体现的性能好坏,本文选取了表 2 所示的关键指标作为评价指标,表中的尺寸全部为齿轮零件生产制造过程中的核心尺寸。评价尺寸的选择并不是越多越好,最好用少而精的尺寸来准确反映零件的整体性能。
表2 材料评价指标
评分原则的确定:为了系统地评价上述 5 种材料在齿轮加工制造过程中所体现的性能好坏,对尺寸变形的大小(波动及变形量)采用量化的评价指标,同时为了考核不同批次毛坯材料及不同轮次实验的影响,增加了一项“材料性能一致性”评价指标,用多轮实验中每项尺寸指标平均变形量的最大值减去最小值,再除以该尺寸的公差来进行评价,评价原则如表 3 所示。
表3 尺寸变形评价规则

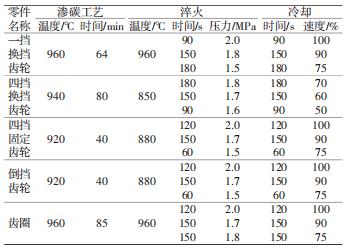
实验方案整体设计:实验采用 ECM 真空热处理炉,使用 8 种齿轮类零件(4 种小齿轮,1 种大齿圈,2 种轴,1 种同步器)。按照精加工形式,又可以划分为 3 种磨齿类零件、4 种剃齿类零件。由于剃齿类零件最终成品尺寸由热处理变形保证,因此对剃齿类零件进行 5 轮实验,对磨齿类零件进行 3 轮的实验,以保证实验结果的准确性。每轮实验中,5 种材料的实验件分别加工 9 件,并排放在热处理料盘的 8 个角落及中心(即热处理九点实验)。零件在热处理投炉前按照表 2 中的尺寸进行测量,并在零件上标注测量点,热处理完成后按照相同的测量点再次进行测量,从而获得准确的尺寸变形量。齿轮零件使用的真空热处理主要参数如表 4 所示。
表4 齿轮零件的真空炉主要参数
4 数据分析
热处理指标分析:由 5 种齿轮零件的实验结果可以看出来:
1)材料TL4521、20MnCr5、20CrMnTi (J9=37~40)、20CrMnTi (J9= 35~38)在芯部硬度、表面硬度和层深等3方面全部合格 ;
2)材料 20CrMo 及 20CrMnTi(J9=32~35)由于淬透性不足,导致在相同的工艺条件下,芯部硬度不足够,其中 20CrMo 材料对应的一挡换挡齿轮零件的各项热处理指标如图 1 所示;
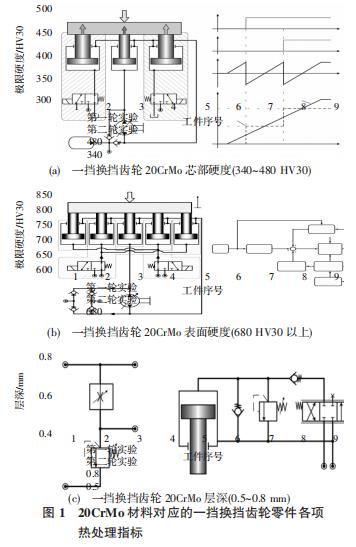
表5 热处理指标分析

3)材料 25CrMnS4 只在轴零件上进行了实验,结论是热处理指标全部合格。
尺寸变形分析:如表 6 所示,由 5 种齿轮零件的实验结果可以看出:
表6 尺寸变形分析
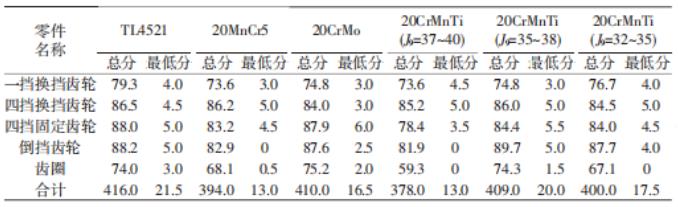
1)5 种零件的累计总分,TL4521 最高,其次是 20CrMo 和 20CrMnTi (J9=35 ~38);
2)单项最低分方面,20MnCr5、20CrMnTi(J9=37~40)及 20CrMnTi(J9=32~35)都出现 0 分项,即变形量超出了公差范围;
3)材料 25CrMnS4 只在轴零件上进行了实验 ,总分由高到低的顺序为 TL4521、25CrMnS4、20CrMo、20MnCr5、20CrMnTi。
在尺寸变形评价过程中,已经对异常数据点进行分析和剔除,以避免由于数据异常造成的分析结果差异,但由于采样评价的数据点有限,不能保证完全体现材料的真实性能。
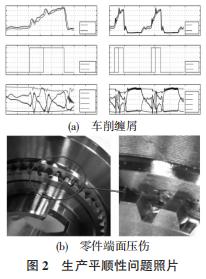
生产平顺性: 在实验的过程中,4 种国产材料(20CrMnTi、20CrMo、 20MnCr5、25CrMnS4) 在车削工序出现了不同程度的缠屑,如图 2(a)所示。20CrMnTi 材料对应的一挡换挡齿轮在插齿工序出现了材料黏刀现象,导致加工完成的零件端面有压伤,属于外观缺陷,如图 2(b)所示。提高国产毛坯材料的硬度,可减少车削工序缠屑和插齿工序材料黏刀现象,比如20CrMnTi 材料的硬度由原来的 167~192 HB 提升到 180~200 HB。再结合车床、插齿机设备参数优化,可完全消除这些加工缺陷,满足生产平顺性要求。
5 结 论
本文对比了5种不同的金属材料(TL4521、20CrMnTi、 20CrMo、20MnCr5、 25CrMnS4),从热处理指标、尺寸变形和生产平顺性等 3 个方面出发,通过选择合适的评价指标,在相同的制造工艺前提下(机械加工工艺及热处理工艺完全相同)开展实验,分析了 5 种汽车变速箱齿轮材料在生产制造过程中体现出的优劣性。
在热处理指标方面,TL4521、20MnCr5、20CrMnTi(J9= 37~40)、20CrMnTi(J9=35~38)能保证实验数据全部在合格范围内;在尺寸变形方面,采用量化的评价方式,齿轮和同步器零件尺寸变形由大到小的顺序为TL4521、 20CrMo、20CrMnTi、20MnCr5,轴零件尺寸变形由大到小的顺序为 TL4521、25CrMnS4、20CrMo、20MnCr5、 20CrMnTi;在生产平顺性方面,4 种国产材料在车削工序出现了不同程度的缠屑,材料 20CrMnTi 在插齿工序出现材料黏刀现象,通过调整毛坯硬度及优化设备加工参数,缺陷可以完全消除。
本文提供的实验分析结果,不同于实验室里的材料组织成分分析及齿轮疲劳寿命评价,是从生产制造角度对常用汽车齿轮材料的优劣性进行评价,给变速箱齿轮材料选型提供另一种参考维度。汽车变速箱齿轮材料的具体选型需要综合考虑成本、质量、寿命等,依据变速箱台架实验及整车路试实验结果进行最终确定。
上一篇:变速箱齿轮的加工工艺研究
免责声明:凡注明(来源:齿轮头条网)的所有文字、图片、音视和视频文件,版权均为齿轮头条网(www.geartoutiao.com)独家所有,如需转载请与本网联系。任何机构或个人转载使用时须注明来源“齿轮头条网”,违反者本网将追究其法律责任。本网转载并注明其他来源的稿件,均来自互联网或业内投稿人士,版权属于原版权人。转载请保留稿件来源及作者,禁止擅自篡改,违者自负版权法律责任。
相关资讯
网站简介 | 会员服务 | 联系方式 | 帮助信息 | 版权信息 | 网站地图 | 友情链接 | 法律支持
齿轮头条网--齿轮与先进制造业的“全媒体”综合资讯平台
 客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
鑫格尔传媒(北京)有限公司 geartoutiao.com Copyright ©2020-2025,All Rights Reserved 版权所有 不良信息举报中心 | 京ICP备 18007354号-2 | 京公网安备 11011202002671号



















 网站客服
网站客服