时间:2022-01-04来源:今日减速机
一、再制造的定义和意义
(一)再制造的定义
再制造是前沿学科,截至当前学术界仍未给出权威性的定义。结合再制造工艺技术规范,Robert等人对再制造做以下定义:经由系列工业制造技术,通过回收拆卸报废产品,运用再制造技术修复可回收利用但存在失效或部分损伤的零部件,使修复后零件性能、使用寿命期望值接近甚至超过新产品。
从循环经济的角度,也可以对再制造下定义:建立在产品全寿命周期指导理论基础上,以绿色循环利用废旧设备及零部件为主要方法,选择报废产品中可利用再装配的零部件为毛坯,借助再制造成形技术,修复废旧设备或零部件工艺参数指标并再装配,完成再制造产品的系列工艺流程。
再制造产业的显著优势表现在低能耗、低排放和高科技含量。再制造产业在未来相当长一段时期内必将拥有广阔的市场发展前景,并成为国内循环经济产业化发展的典型形式[1]。
(二)开展再制造的意义
再制造产业与低碳经济发展、和谐社会构建紧密相关。相比较传统制造业,再制造工艺的使用能够节能六成以上,节材七成以上,节约制造成本五成左右,碳排放降低八成以上,且几乎实现固体废物零排放。其产业发展有助于“资源—产品—废旧回收—再制造”的循环经济模式的加快实现,为资源节约型社会发展提供助力。
据统计,早在2001年,我国年产齿轮减速器就已达到75万台左右,年生产总值25亿元。从工程使用的经验来看,一般齿轮减速器的使用寿命在10年左右。可见中国齿轮减速器社会保有量大,再制造产业发展潜力巨大。
二、齿轮减速器再制造工艺流程
(一)结构组成
齿轮减速器主要由齿轮、轴、轴承、箱体及其附件所组成。通常小齿轮与高速轴制成一体,称为齿轮轴,而其他齿轮则采用轴与齿轮配合的形式。
箱体是轴系部件的基座,通常由灰铸铁制造而成,且强度、刚度一般达标。为方便零部件装配拆卸,箱体设计多选择沿轴心线水平剖分式,以螺栓联接上、下箱体。齿轮减速器附件主要包括通气器、轴承盖、定位销、油面指示器、放油螺塞、启箱螺钉、吊环螺钉等。这些附件多为标准件,所占成本低,除轴承盖可考虑回收利用外,其余都可更换新零件。
(二)再制造工艺过程
废旧齿轮减速器产品再制造工艺包含以下9道基本工序:
1.拆解
完全拆解废旧齿轮减速器产品至单个零件,以便清洗、检测和再装配。
2.分选
拆解后获得的零件应当分选剔除接近或达到寿命周期的零件,以及低附加值的易耗
损零件,装配时直接用新零件替换,如轴承、油封、紧固件等。
3.清洗
拆解、分选后的零件全部进行清洗。按零件材质、用途等,有针对性地采用各种清洗方法。比如:轴承盖、端盖等盘类铸铁材质零件多采用高温分解清洗;轴类简单构造零件多选择高温高压清洗或超声波清洗;箱体零件可采用振动研磨、液体或干式喷砂技术清洗污物;等等。
清洗工序的任务不仅要求彻底清洁拆解零部件外表黏附的油脂、灰尘、锈蚀等,内部积累沉淀的污物也要一一清理干净。
4.检查
严格检测清洗干净的零部件并作细致分类:完好可直接装配的零件,如轴承盖、油标、观察盖等可直接应用;可再制造修复的失效零部件,如传动轴、齿轮、箱体等应进行修复;需用新零件替代的淘汰零件,如附加值低的紧固件、油封、轴承等则弃之。
5.修复
按照筛选后再修复加工类零件的损坏程度,分别选用电刷镀、电镀、喷涂、电弧堆焊等表面工程修复工艺进行修复处理。
6.加工
修复后的零件,对尺寸精度不达标的,应对修复后零部件部位作进一步的精密机械加工,保证零件规格满足新机装备的精度标准。因此,加工是确保再制造零件工艺标准达到新机技术水平的关键工序。加工工艺技术标准参照新机精加工要求执行,即零部件再制造工艺公差与新产品完全一致,确保产品质量达到出厂标准。
拆解获得的失效零件大多存在配合精度低、表面粗糙度高及残余应力等缺陷,需要通过机械加工消除缺陷。该项工艺不仅是获得再制造产品修复规格的重要的独立工艺手段,可以恢复零件几何参数指标,也是其他各类再制造加工工序作业前以及最终加工不可或缺的一道工序。
7.检测
加强品质管理,严格检测修复加工后的零部件。要求其精度、性能指标等不低于新机对应品质标准。
8.装配和测试
将全部质检达标的零部件以及配套增加的新零件,严格遵循新机装配工艺及精度要求装配成再制造齿轮减速器。装配后的再制造产品依据新机出厂标准接受整机性能指标测试。
9.包装
整机喷漆、包装入库,按照订单要求配送至客户指定地点[2]。
齿轮减速器再制造工艺流程见图1。
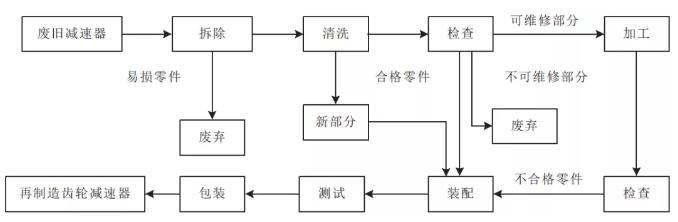
图1 齿轮减速器再制造工艺流程
三、齿轮减速器关键零件再制造
齿轮、轴和箱体是齿轮减速器的关键零件,这三大件的制造成本占总成本的70%以上。齿轮减速器再制造工艺的核心,就是针对以上关键零件进行技术修复与性能升级。
(一)轴的再制造
通常轴失效主要有轴变形、轴断裂及轴表面磨损,其中轴表面磨损占大部分。
1.轴的变形
轴变形可分为三类。第一种为弹性变形,其变形公差仍控制在轴允许的技术范畴以内,经过校正等处理后可作为再制造的毛坯;第二种为塑性变形,此类变形为外力去掉后不可恢复的变形,其工作应力接近或达到屈服极限,一般不能再继续使用;第三种是高温蠕变即高温状态下作业导致的轴变形,即便作业过程中轴所受应力尚未达到屈服极限,由于工作应力和热应力的共同作用,也会发生缓慢的塑性变形,甚至开裂,所以也不能继续使用。
2.轴的断裂
轴断裂的发生机理复杂,断裂发生的主要原因包括静载(如拉升、流转等)、超出疲劳极限、冲击及高温蠕变等。当然,断裂后的轴也不宜作为再制造的毛坯。
3.轴的磨损
轴类零件失效通常因零件磨损引起。作业过程中,因零件与轴套、轴承间的高速接触,相对滑动或滚动时彼此间会发生剧烈摩擦,进而引起摩擦损失。异物颗粒侵入轴承接触面时,还会导致轴的颗粒磨损[3]。
喷涂技术再制造工艺是解决轴表面磨损的主要方法,具有高效、低耗等优点;电刷镀技术也是可供采用的一种成熟工艺,比如采用电刷镀修复磨损的齿轮轴,就具有加工量小、工艺简单等特点,且镀层与基体的贴合度高;激光技术,不仅可以精准修复零件规格尺寸,还能够提高再制造效率和成品率,并提升零件表面性能[4]。
(二)齿轮的再制造
齿轮常见的失效形式有:断齿、齿面点蚀、齿面磨损、齿面胶合及塑性变形等。断齿、严重塑性变形的齿轮不易修复或修复成本过高,不宜作为再制造的毛坯;齿面点蚀、齿面磨损及齿面胶合的齿轮,经过处理后可采用激光熔覆再制造技术进行修复。
激光熔覆指通过改变添料方式,在被涂敷基体表面有选择地放置涂层材料,在激光辐照作用下使涂层与基体表面薄层共同熔化、凝固,进而快速获得新的低稀释度、与基体呈冶金结合的涂层,进而恢复或提升原基体表层抗氧化、抗蚀、抗耐磨等材料特性的工艺手段。激光熔覆具有效率高、成品率高的优点,再制造后的齿轮性能优异,是一种经济效益较高的表面修复技术[5]。
(三)箱体的再制造
箱体一般用灰铸铁制造,由于存在铸造缺陷等问题,有的箱体会出现裂纹,类似问题可通过电弧冷焊工艺加以解决。由于铸铁材质强度低、塑性差等特性,加之焊接工序中存在的加热不均匀、冷却速度快等问题,很容易导致熔合区熔敷金属向中心收缩,并在应力作用下出现剥离性裂纹。为避免表面出现裂纹,箱体再制造应恰当应用焊接工艺及材料,使熔敷金属拥有较强塑性以松弛焊接应力。箱体轴承座孔也是容易磨损的部位,一般可采用电刷镀技术、热喷涂技术修复。
参考文献:
[1]陈海威.再制造产业:概念、问题与发展对策
[2]陈森昌,黄志勇.自动变速器的再制造工艺及特点
[3]戴娟,夏尊凤,汪大鹏.轴类零件的失效分析
[4]刘俊英,张国胜,蒋伯平.工程机械轴类零件的再制造概述
[5]朱胜,姚巨坤.激光再制造工艺与技术
上一篇:齿轮只断了一个齿能否转动?
下一篇:齿轮常见故障教学实践研究
免责声明:凡注明(来源:齿轮头条网)的所有文字、图片、音视和视频文件,版权均为齿轮头条网(www.geartoutiao.com)独家所有,如需转载请与本网联系。任何机构或个人转载使用时须注明来源“齿轮头条网”,违反者本网将追究其法律责任。本网转载并注明其他来源的稿件,均来自互联网或业内投稿人士,版权属于原版权人。转载请保留稿件来源及作者,禁止擅自篡改,违者自负版权法律责任。
相关资讯
网站简介 | 会员服务 | 联系方式 | 帮助信息 | 版权信息 | 网站地图 | 友情链接 | 法律支持
齿轮头条网--齿轮与先进制造业的“全媒体”综合资讯平台
 客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
鑫格尔传媒(北京)有限公司 geartoutiao.com Copyright ©2020-2025,All Rights Reserved 版权所有 不良信息举报中心 | 京ICP备 18007354号-2 | 京公网安备 11011202002671号



















 网站客服
网站客服