时间:2021-12-30来源:德州齿轮有限公司
汽车变速器56R挡中间轴校直裂纹的分析与研究
王庆元,李玉捷,姚海洋,徐金忠,白 萌,王金祥
(1.德州齿轮有限公司,山东德州253018)
摘要:为了降低汽车变速器56R挡中间轴自动校直的校直裂纹废品率,采用酸煮法检测校直裂纹,通过分析校直裂纹的产生原因并采取相应的改善措施,使其实际校直裂废品率达到0.29%的行业较高水平。
关键词:校直裂纹;自动校直机;变速器;酸煮法;QASS
轴类零件在热处理过程中容易产生弯曲变形,为保证热后加工和产品质量,这类零件在热后通常需要校直。在校直过程中,受弯工件会受到不同程度的拉应力,而当拉应力超过该截面的抗拉强度时,零件会产生裂纹甚至断裂。传统的手动校直方法对零件产生的微裂纹无法进行判断,一般需要通过磁粉探伤或渗透着色探伤等方法来判断工件是否有裂纹,但是这些方法均受到很多条件的限制,经常出现误判现象。
为了校正因热处理强化而产生的形变问题,在汽车工业开发了自动校直机应用于轴齿轮的校直工序。一方面,全球每天有成千上万件的钢轴在校直时因为经不住高负荷而不得不报废;另一方面,总是存在着由于加工过程中产生的工件损伤未被识别出来,而将已经损坏的钢轴安装到变速箱中的危险。为识别被校直的坚硬工件中所出现的损伤,2001年5月由两位多年的好友RainerPeitz和 UlrichSeuthe在德国的Wetter小城成立了QASS责任有限公司。5个月后,当年的10月份,第一套系统被成功装载到校直机上,随后的几年时间,此自动辨识工件在负荷过程中所出现裂纹的识别系统从美国遍布至全球。某公司为生产乘用车变速器轴齿轮引进了具有QASS CiS.01软件意大利进口GALDIBINIPSA/3型自动校直机,因裂纹报警值参数设定存在问题,在校直过程中被QASS系统识别出来的报警零件较多,致使校直裂废品率居高不下。无益地增加加工成本,影响公司效益。况且,多年来也不知道其裂纹的状态和产生部位,不利问题的改善与加工水平的提升。为此,对56R挡中间轴进行校直裂的分析与研究。通过检测校直裂、改善加工工艺、最终降低该零件的校直废品率,提高了产品质量。
1 校直裂纹的检测
1.1 QASS技术
QASS CiS.01裂缝探测系统的设计用于监控轴校直过程中,工件上出现裂缝和发生断裂的情况。NDT过程实时起作用以便CiS.01及时探测出裂缝和断裂的部位,并立即将这部分标识出来并移开。该先进系统减少了将有潜藏裂缝的工件应用到最终产品中的可能性。QASS CiS.01裂缝探测系统是在在校直过程中监控裂纹产生过程,由于工件承受巨大压力而可能导致破裂。常规的裂纹探测方法往往并不十分适用。当校直过程中的压力释放之后,裂纹已经存在于工件当中,因为很细小常规的裂纹探测或肉眼并无发现任何破损迹象。
1.2 QASS技术优点
(1) 区分明显的筛选出受损工件。
(2)提供用以优化生产过程以及减少报废的信息。
1.3 QASS信号测评
在有裂缝出现的情况下,信号能量通常遵循着如图1所示的曲线走向。
当能量界值超过“裂纹界限”,该工件将被视为已开裂。
当能量界值超过“断裂界限”,该工件将被视为已断裂。
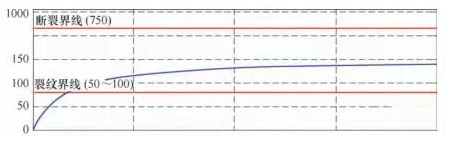
图1 信号能量
2 裂纹检测
2.1 校直设备与工艺
该公司采用的是具有QASS CiS.01软件GALDIBINIPSA/3型自动校直机,图2为56R挡中间轴实物图片。QASS CiS.01软件,在供货范围内提供一套裂纹检测装置以及对工件的相关参数设置的预设置,为了得到准确值我们在生产中做了大量实验工作以获取该零件的出现裂纹最小能量值,即裂纹报警值。

图2 56R挡中间轴
将裂纹报警值分别设定为200、160、120和70,对QASS系统识别出来的裂纹零件进行分析并策划检测方案,实施酸煮实验进行校直裂纹的确认。
2.1 酸煮实验检测结果
采用不同裂纹报警值,通过QASS系统识别出来具有不同能量值的“裂纹零件”见表1,并及时采用酸煮法实验检测确认其是否存在校直裂纹。酸煮实验检测结果见图3。从检测结果观察,该零件的最小裂纹能量值约为202;裂纹部位出现在传感器02或04部位;裂纹报警零件能量值为333-454未发现校直裂纹的5件,为设备存在噪音干扰产生的误报现象。
表1 自动校直机QASS系统检测出来校裂纹零件的能量值
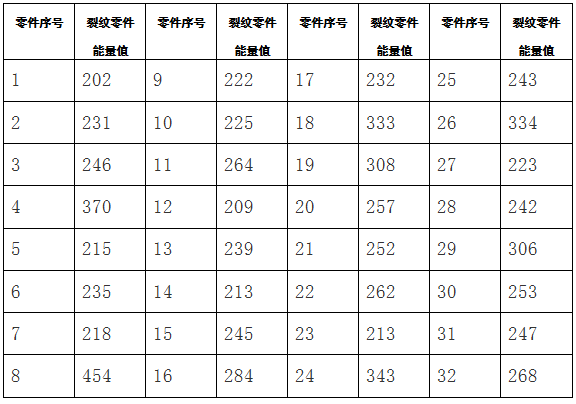
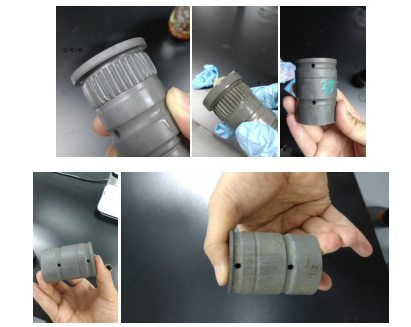
图3 校直裂纹实物照片
3 校直裂纹技术分析
3.1 热处理变形
56R挡中间轴采用20CrMnTiH材料制造,其预先热处理采用等温正火处理,最终热处理为渗碳淬火处理。任何造成前序渗碳淬火热处理变形的因素均会间接使校直工艺性恶化,易出现校直裂问题。即校直初始变形量越大,校直产生裂纹的风险越大。齿轮加热过程中的变形、齿轮淬火冷却过程的变形、钢材冶金因素对变形的影响。具体表现为:(1)应力的释放与变形;(2)加热中组织转变与变形;(3)加热的不均匀性与变形;(4)齿轮毛坯等温正火后组织和硬度的离散度与渗碳加热变形;(5)预热、阶梯升温加热与变形;(6)工件结构因素引起的冷却不均匀与变形;(7)工件装卡引起的冷却不均匀与变形;(8)冷却介质特性引起的冷却不均匀与变形;(9)钢材的冶金因素,如晶粒度、非金属夹杂、带状组织、淬透性与变形。
3.2 工件结构因素
从检测结果观察到56R挡中间轴发生校直裂纹的部位均出现在传感器02或04部位,说明阶梯轴类零件的过渡圆角与油孔的倒角是应力集中处,应力集中削弱了工件的最大弹性弯矩。若热前过渡圆角与油孔的倒角尺寸加工不够大,对校直裂的产生影响很大。对QASS识别出来的裂纹零件,采用轮廓仪测量,报告显示存在油孔倒角<0.30、过渡圆角
3.3 自动校直工艺
56R挡中间轴校直精度为0.03,设备采用6个传感器监控零件加工与变化情况。自动校直机过程设计着重从以下几点考虑:
(1)初始变形量:设定不同的初始变形量识别零件并合理分批,有针对性地采用不同的校直程序进行加工。
(2)支撑点和下压点的确定:遵循力学理论以及零件结构合理确定。56R挡中间轴采用垫铁P303垫铁、P353两点支撑,两个压点的工艺设计。增加油孔检测程序,避开油孔与阶梯轴过渡圆角处正对压头时进行校直。
(3)下压量:采用自动校直机试教的方式确定下压量。避免过度校直和反复校直造成的加工硬化恶化校直工艺性情况出现。
(4)下压速度:产前试教调整时,结合生产节拍,在生产效率能满足30s的情况下,首选较缓慢的下压速度,可减少校直裂纹的产生。
4 工艺改善与效果
依据酸煮试验检测取得的该零件校直裂纹的具体状况,重点对56R挡中间轴热前的过渡圆角与油孔的倒角加工质量的进行跟踪,并及时优化机加工加工程序,使其外形尺寸达到工艺技术要求。据不完全统计工艺优化改善后跟踪一个月,56R挡中间轴校直裂实际废品率0.29%,降低了该零件的实际废品率,减小公司的加工成本,赶上或超过世界该领域的先进加工水平。
5 结语
通过检测校直裂,获取到56R挡中间轴校直裂纹最小能量值约为202,并对校直裂问题采取相应的改善措施,使56R挡中间轴校直裂实际废品率达到0.29%的较高水平。后续将对以下残留问题开展工作:
(1)持续跟踪校直加工过程,不断修正与优化校直报警参数。
(2)改善设备存在噪音,尽量消除其干扰产生的误报现象。
(3)校核QASS系统精度。
最后并将此56R挡中间轴校直裂纹的分析与研究横展至汽车变速器输入轴校直裂纹改善之中。
下一篇:大直径齿套端跳综合检具设计
免责声明:凡注明(来源:齿轮头条网)的所有文字、图片、音视和视频文件,版权均为齿轮头条网(www.geartoutiao.com)独家所有,如需转载请与本网联系。任何机构或个人转载使用时须注明来源“齿轮头条网”,违反者本网将追究其法律责任。本网转载并注明其他来源的稿件,均来自互联网或业内投稿人士,版权属于原版权人。转载请保留稿件来源及作者,禁止擅自篡改,违者自负版权法律责任。
相关资讯
网站简介 | 会员服务 | 联系方式 | 帮助信息 | 版权信息 | 网站地图 | 友情链接 | 法律支持
齿轮头条网--齿轮与先进制造业的“全媒体”综合资讯平台
 客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
鑫格尔传媒(北京)有限公司 geartoutiao.com Copyright ©2020-2025,All Rights Reserved 版权所有 不良信息举报中心 | 京ICP备 18007354号-2 | 京公网安备 11011202002671号



















 网站客服
网站客服