时间:2025-04-01来源:热处理 作者:张鹏程等
摘要:20CrMnTi 钢电机轴碳氮共渗和淬火后,表面硬度、心部硬度和有效硬化层深度均符合要求,但因内花键部位厚度不均匀,齿棒间距过大。在电机轴内花键薄壁部位增加一个套圈后热处理,内花键齿棒间距达到了要求。
如今新能源汽车发展迅速,其电机的用量迅速增加。电机轴的质量尤为重要,对强度和耐磨性的要求较高。衡阳某新能源汽车厂对电机轴进行碳氮共渗、淬火和回火处理,以提高其强度和表面硬度等性能。但批量生产中,电机轴热处理后内花键棒间距收缩,并产生锥度。 本文分析了发生这种问题的原因,提出了解决措施,提高了产品的合格率。
一、产品简介及技术要求
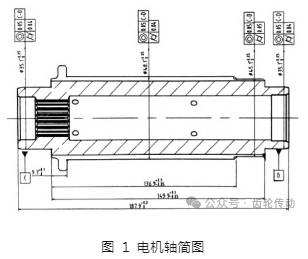
试验用电机轴的结构和尺寸如图 1 所示,材料为 20CrMnTi 钢,要求表面硬度≥650 HV1,心部硬度 30 ~ 45 HRC,有效硬化层深度 0.5 ~ 0.8 mm,内花键齿棒间距变化≤0.05 mm。化学成分:0.197 C,0.815 Mn,1.03 Cr,0.243 Si,0.058 Ti,0.019 P,0.000 6 S (质量分数,%),均符合标准要求。
二、热处理工艺及结果
热处理工艺
(1)预氧化:350 ℃ ×1 h 预氧化。
(2)碳氮共渗:780 ℃ ×30 min,880 ℃ ×10 min,880 ℃ ×180 min×0.95%C(通氨气,流量 1.5 L/ min),880 ℃ ×120 min×0.75%C,820 ℃ ×20 min×0.70%C。
(3)淬火:从 820 ℃淬入 90 ℃ 科润 468 齿轮专用淬火油 30 min,中速搅拌。
(4)回火:170 ℃ ×3 h。
碳氮共渗设备为密封箱式多用炉。
结果
处理后电机轴表面硬度为 715 ~ 730 HV1,心部硬度为 36 ~ 41 HRC,有效硬化层深度为 0. 55 ~ 0.65 mm,均符合要求。然而,电机轴内花键齿棒间距过大,不符合要求,热处理前后内花键齿棒间距如表 1 所示。
解决措施
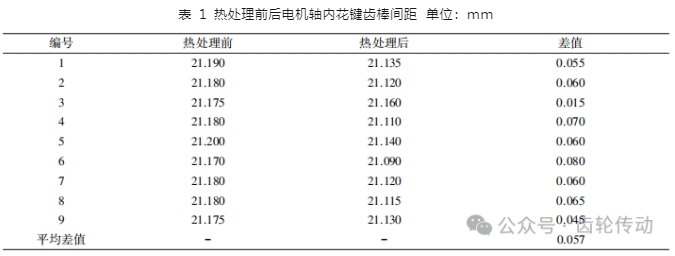
如图 2 所示,电机轴内花键部位的壁厚不同,淬火冷却不均匀,导致内花键齿棒间距大于要求值。为解决这一问题,在电机轴端部加一个套圈,如图 3 所示,以提高花键各部位淬火冷却的均匀性,从而减少畸变量。
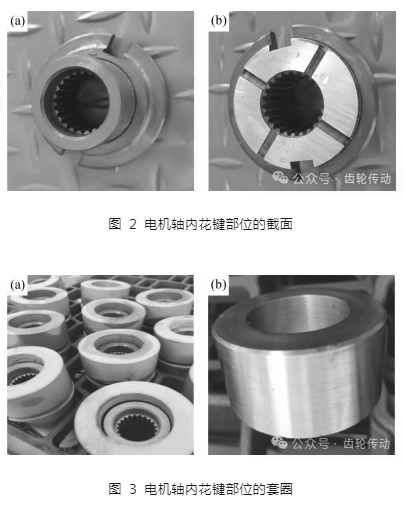
轴内花键部位加套圈热处理后,电机轴表面硬度为 700 ~ 730 HV1,心部硬度为 34 ~ 37 HRC,有效硬化深度为 0.50 ~ 0.55 mm,均符合要求,内花键齿棒间距也在要求范围内。 热处理前后电机轴内花键齿棒间距如表 2 所示。

三、结束语
众所周知,在热处理特别是淬火冷却过程中工件必然会发生形状和体积的变化即畸变,难以避免,只能采取某些措施减小,将畸变量控制在要求范围内。本文根据产品的形状特点,在电机轴薄壁部位加套圈人为增加其厚度,使零件淬火时均匀冷却,达到了减少畸变的目的。
作者简介:张鹏程(1991—),男,江苏盐城人,学士,主要从事热处理工艺调试工作。
参考文献略.
标签: 热处理
免责声明:凡注明(来源:齿轮头条网)的所有文字、图片、音视和视频文件,版权均为齿轮头条网(www.geartoutiao.com)独家所有,如需转载请与本网联系。任何机构或个人转载使用时须注明来源“齿轮头条网”,违反者本网将追究其法律责任。本网转载并注明其他来源的稿件,均来自互联网或业内投稿人士,版权属于原版权人。转载请保留稿件来源及作者,禁止擅自篡改,违者自负版权法律责任。
相关资讯
网站简介 | 会员服务 | 联系方式 | 帮助信息 | 版权信息 | 网站地图 | 友情链接 | 法律支持
齿轮头条网--齿轮与先进制造业的“全媒体”综合资讯平台
 客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
鑫格尔传媒(北京)有限公司 geartoutiao.com Copyright ©2020-2025,All Rights Reserved 版权所有 不良信息举报中心 | 京ICP备 18007354号-2 | 京公网安备 11011202002671号









 网站客服
网站客服