时间:2024-05-10来源:车辆与动力技术 作者:陈辉等
在国家 “碳达峰、碳中和”大背景下,纯电动汽车是未来汽车发展趋势,差速器是汽车转向系统的重要零件,其 NVH 性能好坏直接影响整车驾驶品质 . 文中基于解决工程上遇到的整车双扭线呜呜异响问题,通过对整车左、右半轴支架和电驱动差速器轴承壳体附件位置布置传感器,测量其振动和噪音信号并分析时域特征和音频数据,结合主观驾评结果,电驱动的差速器振动加速度出现瞬时冲击特征明显,差速器轴承壳体振动冲击幅值最大,同时结合电驱动总成台架故障复现测试,最终锁定电驱动差速器总成是造成整车双扭线呜呜异响的主要原因,制定优化策略并完成台架及整车验证,成功解决了问题 .
差速器总成是整车实现改变动力方向和左右轮转速差等功能的重要零件,差速器总成 NVH 好坏对整车低速噪音影响很大,所以对差速器各零件配合尺寸及零件表面处理方式有很高的要求 . 电驱动 总成搭载某两驱纯电动整车上市后,2022 年 11 月整车在低速双扭线工况行驶时,车内有 “呜呜” 异响声 . 人耳最敏感频率是 200 ~ 800 Hz 之间的声音,此异响频率正在其中,易被人耳识别,使人极不舒服 . 文中对整车低速双扭线工况进行主观驾评、振动及噪音测试,通过人员驾评、故障车测试数据分析,并识别到异响发生在传动系统上,随后对激励源和传递路径逐级进行分析排查,最后,通过行星齿轮表面磷化的优化改进,快速有效地解决困扰该车型的差速器呜呜异响问题.
一、故障现象描述
某搭载电驱动总成的两驱纯电动汽车,在低速双扭线工况加速行驶过程中,在整车左或右转弯加油门时,车内人员都能听到明显的 “呜呜”异响声,但在此过程整车并未出现窜动,整车在直行加减速或滑行都无此异响声 . 整车低速双扭线工况行驶时,这种金属摩擦声易被车内人员听到,并产生极大抱怨 . 为了快速识别产生 “呜呜”异响的故障源,把故障车上举升机,模拟整车双扭线工况,异响未复现. 通过对整车底盘结构分析,初步确定故障与转向差速时关联件有关,须对左右半轴、差速器等关联件进行振动响应噪音测试.
二、故障现象确认
对故障车进行测试
1) 在整车半轴支架、中间轴轴承及差速器轴承壳体处布置传感器测试,如图 1,整车双扭线行驶轨迹,如图 2.

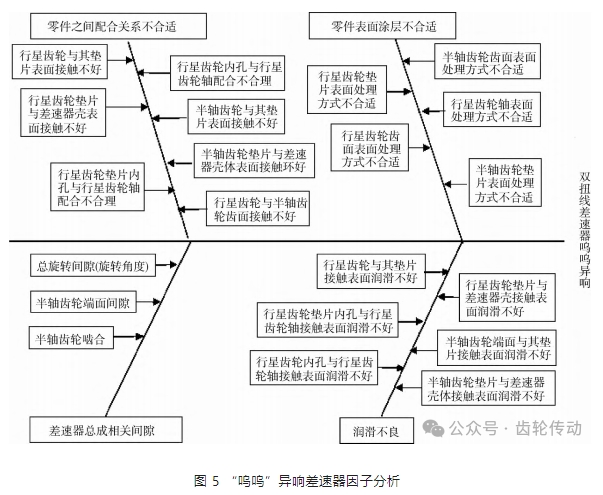
2) 整车测试数据分析结果,如图 3 和图 4.
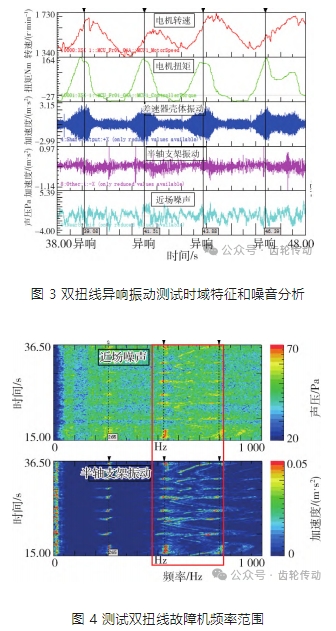
通过对整车左右半轴支架、差速器轴承处壳体和中间轴轴承处壳体位置布点测量其振动和噪音信号并分析时域特征和音频数据,差速器壳体振动加速度出现 5 次的瞬时冲击特征,其振动冲击最大,超过半轴底盘件的 3 倍,
差速器轴承处壳体附近的振动是传动旋转件非线性规律的信号,同时 “呜呜”异响噪声主要频率在 500 ~ 1 000 Hz 之间,而非在半轴频率的 200 ~ 300 Hz 之间,结合主观驾评可以初步锁定此 “呜呜”异响来源电驱动差速器总成异响.
三、故障原因分析排查
整车低速双扭线差速器异响影响因子识别
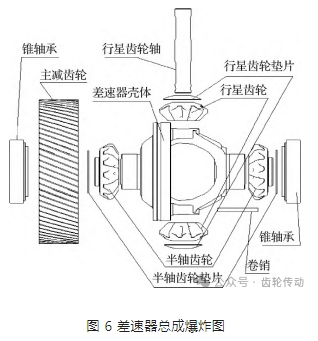
通过对差速器呜呜异响故障产生的机理分析,识别出差速器异响因子,如图 5.
差速器内部结构设计简述
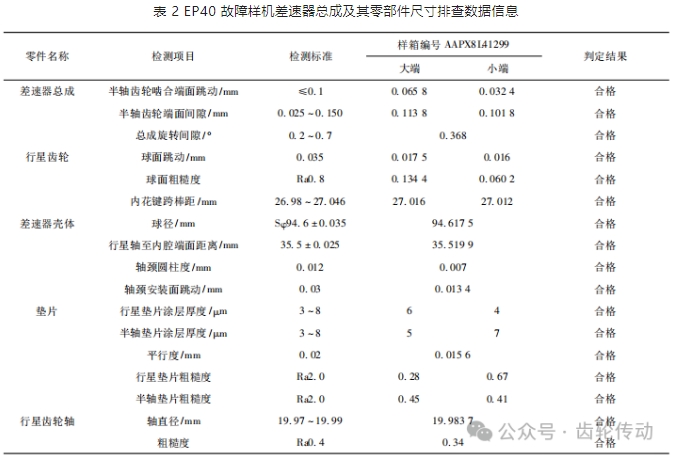
差速器总成结构爆炸图如图 6,其零部件有差速器壳体空腔内分布左右半轴齿轮垫片及半轴齿轮,上下分布行星齿轮垫片及行星齿轮,装配时,把左右半轴齿轮垫片及半轴齿轮、上下分布行星齿轮垫片及行星齿轮,放在差速器壳体内,行星齿轮轴穿过差速器差壳、行星齿轮及行星齿轮垫片的内孔,再通过卷销固定到差速器壳体上,把主减齿轮压装到差速器壳体上并焊接,再对主减齿轮进行磨齿,通过两端轴承分别位于差速器壳体左右两端轴颈,装配到壳体轴承孔内,起到支撑作用 .
整车差速工况及行星齿轮自转关联计算
整车低速双扭线工况行驶时,由于两侧车轮转弯半径的差异,差速器的内摩擦力矩引起两个行星齿轮方向相反的自转运动,以抵消车轮之间的转弯附加阻力矩,如图 7 所示 . 行星齿轮驱动半轴之间的转速差 Δω 为
式中: ω1 为外侧半轴转速; ω2 为内侧半轴转速; ω3 为行星齿轮自转转速; z1 为行星齿轮齿数,齿数为 9; z2 为半轴齿轮齿数,齿数为 13

根据采集整车双扭线异响工况测试数据,通过式 (1) 计算出行星齿轮的自转速度,如表 1.

客退件总成台架故障复现测试
把客退有 “呜呜”异响的电驱动总成,按照整车异响工况上台架进行复测,发现近场噪音和差速器附件壳体振动明显异常,进一步锁定异响来源为差速器总成内部零件,故障复现测试结果如图 8.

故障件尺寸检查及关联分析
对故障件差速总成及零部件尺寸检测,差速器总成相关间隙检测合格如表 2,再进行差速器总成拆解并进行零部件尺寸检测,尺寸合格如表 2,检测结果可排除故障不是零件制造加工问题.
四、对策制定及验证
通过对整车、电驱动总成台架测试以及差速器内部零件结构及工作原理分析,整车在双扭线工况行驶时,行星齿轮与行星齿轮轴之间配合间隙较小,在差速器实现差速时,它们受载出现轴向和自转运动,导致行星齿轮轴与行星齿轮内孔发生不连续的金属摩擦声; 另外行星齿轮内孔表面未采用涂层处理和行星齿轮轴表面采用镀镍处理,零件表面油膜吸附能力较低,形成地动态油膜较少,同时在 整车差速时,它们之间润滑油膜稳定性的动态压力遭到破坏,造成它们发生干摩擦,最终造成金属摩擦声,故通过上面异响产生的机理分析,制定以下验证优化方案.
双扭线呜呜异响制定对策
1) 增加润滑油量,同时适当增加行星齿轮轴和行星齿轮内孔配合间隙,整车差速时,它们之间润滑油膜增加,减弱它们之间的金属摩擦声;
2) 增加垫片耐磨性,如垫片表面进行 MoS2 涂层;
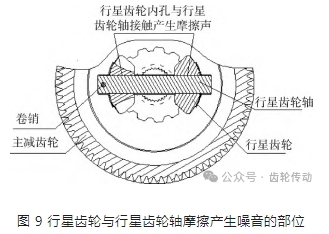
3) 行星齿轮采用磷化处理,增加其内孔表面油膜吸附能力,改善其与行星齿轮轴摩擦声音,摩擦部位如图 9.
通过以上优化策略,制定组合验证.
异响对策方案验证
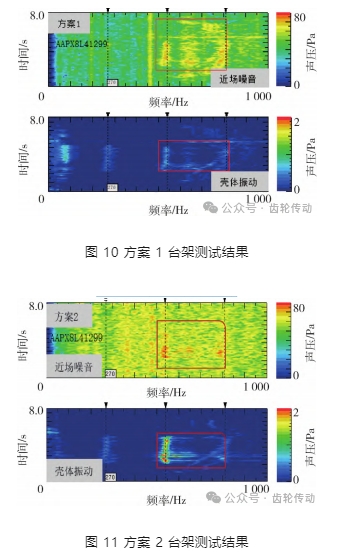
针对以上优化改善对策进行组合装配样机,对不同方案总成分别进行台架测试,测试验证分析结果如图 10 ~ 13.

针对以上优化改善对策,呜呜异响验证结果汇总,下表为 “呜呜”异响验证效果如表 3.
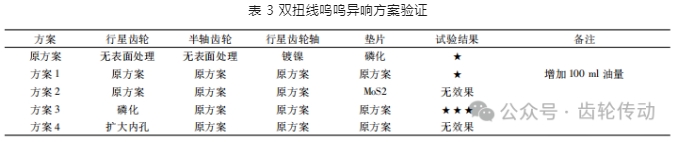
综上所述,通过异响产生机理分析、台架及整车验证结果,在差速器总成、零部件结构变动涉及物料成本及不影响差速器可靠性前提下,从 BOM 成本、加工、装配工艺、零件变动库存等经济角度考虑,文中最终通过对行星齿轮表面磷化处理,来优化解决整车双扭线差速器异响问题,进行优化件差速器可靠性台架试验验证结果,如图 14、15 所示.
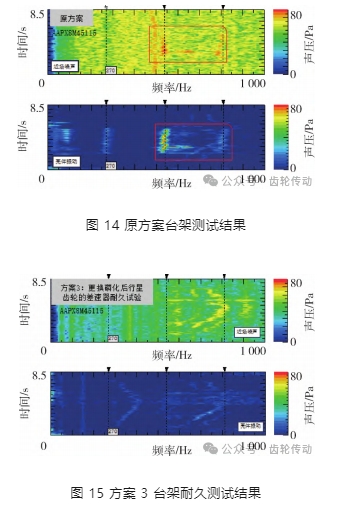
通过对客退件行星齿轮磷化处理,进行电驱动总成差速可靠性台架测试验证,差速可靠性试验验证,验证时间相当于整车进行 30 万公里行驶里程,虽然试验后仍然有轻微特征,但远比故障件特征轻,最总通过客户整车评估,目前已按照这种优化措施推进市场工程化 3 个多月,整车投入市场已经近万辆,无一例此问题反馈,最终成功攻克此技术质量难题.
五、结论
纯电动汽车噪声远比传统燃油车低,整车双扭线异响问题的影响因素很多,产生异响原因可能各不相同,排查验证周期长,解决问题慢的问题 . 差速器总成是整车行驶中实现改变动力方向和实现左右轮的转速差等功能的重要部件 . 文中以搭载某两驱纯电动整车双扭线异响解决思路为例,通过采集整车异响工况,电驱动总成在台架实现故障复现 . 通过对激励、传递路径和响应的分析,逐条排除了底盘相关激励和驱动系统相关激励,最终锁定激励源为差速器总成内部零件金属摩擦产生,较全面阐述了该异响问题故障因子的分析排查过程,识别其异响的主要因子,并通过优化行星齿轮表面磷化涂层处理的方式,成功解决问题 . 随着纯电动汽车市场占有率越来越高,客户对汽车 NVH 性能的要求越来越高,电驱动 NVH 性能水平要求也越来越高,文中成功解决整车在低速双扭线行驶过程中的呜呜异响问题,为后期纯电动电驱产品开发过程出现类似的问题提供了一种较全面、系统、快速经济地解决思路,无论为差速器总成自研开发,还是选型开发,对后期产品工程产业化都有很好的借鉴作用 .
参考文献略.
上一篇:如何评价齿轮箱输出扭矩的质量高低
下一篇:重载螺旋弧齿锥齿轮疲劳寿命预测
免责声明:凡注明(来源:齿轮头条网)的所有文字、图片、音视和视频文件,版权均为齿轮头条网(www.geartoutiao.com)独家所有,如需转载请与本网联系。任何机构或个人转载使用时须注明来源“齿轮头条网”,违反者本网将追究其法律责任。本网转载并注明其他来源的稿件,均来自互联网或业内投稿人士,版权属于原版权人。转载请保留稿件来源及作者,禁止擅自篡改,违者自负版权法律责任。
相关资讯
网站简介 | 会员服务 | 联系方式 | 帮助信息 | 版权信息 | 网站地图 | 友情链接 | 法律支持
齿轮头条网--齿轮与先进制造业的“全媒体”综合资讯平台
 客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
鑫格尔传媒(北京)有限公司 geartoutiao.com Copyright ©2020-2025,All Rights Reserved 版权所有 不良信息举报中心 | 京ICP备 18007354号-2 | 京公网安备 11011202002671号









 网站客服
网站客服