时间:2024-05-09来源:机床与液压 作者:贾吉帅等
RV 减速器因具有传动精度高、回差小和寿命长等优点,被广泛应用于精密机械系统中。梳理了国内外 RV 减速器的研究现状,展示了 RV 减速器传动误差、回差、扭转刚度、磨损寿命和加工工艺方面研究成果,分析对比国内外现阶段 RV 减速器产品性能,发现国产产品在精度保持性和产品一致性方面与国外仍存在差距。最后从研究层面对国内 RV 减速器的发展提出了针对性建议。
“中国制造 2025”的实施,使我国装备制造业由数量规模扩张朝着效益质量提升方向转变。《“十四五”智能制造发展规划》提出: 智能制造在我国装备制造业中的地位将越来越重要。以机器人和精密数控加工中心为代表的高端自动化装备产业成为制造业产业转型升级的突破口和落脚点。作为机器人三大核心部件精密减速机、电路控制和伺服驱动的价格占机器人总成本 60%左右,是智能装备产业无法回避的关键环节。作为精密减速器的代表,RV (Rotate Vector) 减速器具有传动精度高、回差小、寿命长、效率高和抗冲击能力强等优点,因而在精密智能装备的回转执行机构中得到广泛应用。我国作为机器人装机容量最大的国家,减速器占到工业机器人总成本的 30%以上。因此开展 RV 减速器专项研究,取得技术突破,实现供应链国产化,会带来巨大的经济效益,对我国制造业转型升级大有裨益。
我国 RV 减速器研究起步相对较晚。历经多年的追赶,取得了可喜的进展,与国外产品在传动误差、回差、扭转刚度和寿命等方面的差距不断缩小。但至今我国精密减速器的性能仍然无法满足高端市场需求,这不利于我国高端智能装备产业的发展,国产精密减速器技术突破和性能提升成为亟待解决的问题。
本文作者综述了国内外 RV 减速器的研究和发展历程,展示了 RV 减速器各个方面的理论技术成果,探讨了国内外减速器产品的差距,展望了 RV 减速器的研究和发展方向,并提出针对性的建议。
一、RV 减速器的研究成果
RV 减速器的结构简图与几何模型如图 1 所示。目前国内外 RV 减速器的研究主要集中于传动误差、回差、扭转刚度、振动特性、磨损寿命和加工工艺 6 个方面。

传动误差的研究
减速器传动误差指输出轴实际转角值与理论转角的差值,是评价 RV 减速器传动性能的关键指标之一。RV 减速器传动误差研究可归纳为静态传动误差、动态传动误差和传动误差检测技术 3 个领域的研究。
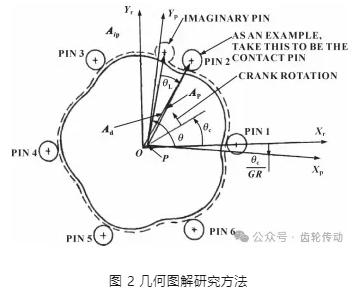
早期关于传动误差的研究主要是通过几何法研究静态传动误差。如图 2 所示,BLANCHE 等使用几何法计算了摆线齿轮单级传动误差,求解了齿廓加工误差和机构装配误差所引起的齿侧间隙计算公式,初步分析了单级摆线齿轮减速器的传动误差。随后基于几何法,又有学者进一步将摆线针轮减速器整体作为研究对象,研究了摆线齿轮减速器传动误差与齿形的关系。何卫东、REN 等将传动误差和承载能力作为优化目标函数,提出了摆线轮修形量优化设计模型,并通过实验验证了该方案的可行性,为摆线齿轮修形方式和修形量的选取提供了指导。在此基础上,LIN 等定量分析了各种摆线齿轮不同修形组合对传动误差的影响。以上研究反映了静态传动误差与齿形的关系。
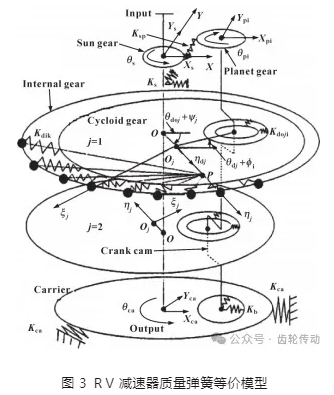
除了齿形误差以外,在更为复杂的 RV 减速器中,装配和制造误差的组合形式是多种多样的,对此日本学者日高照晃等的研究建立了如图 3 所示 RV 减速器等价数学模型,将各零件视为刚体并用等价弹簧连接,研究了减速器的静态传动误差,先后探究了单项加工、装配误差对传动误差的影响和多种误差综合作用对传动误差的影响,为其后 RV 减速器传动特性研究提供了重要的理论基础。上述学者在几何、静态层面深入探究了制造、装配误差及轮齿修形与减速器静态传动误差的关系。
传动精度动态层面的研究中,韩林山等以日高照晃提出的等价模型为基础,推导并验证了涵盖齿形误差、装配误差和装配间隙的减速器非线性运动微分方程,进行了传动误差对装配误差的灵敏度分析,量化阐述了各种装配制造误差组合对 RV 减速器动态传动精度的影响。然而采用集中参数法建立的刚体动力学模型,无法充分考虑零部件柔性变形对传动误差的影响。一些学者对此展开了研究。ZHANG 等利用有限元工具和多体动力分析工具构建了 RV 减速器刚柔耦合虚拟样机,克服了刚体动力分析无法有效体现机构刚度的缺点,分析了齿隙变化对减速器动态传动误差的影响。这些工作对 RV 减速器动态传动误差研究做出了巨大贡献。
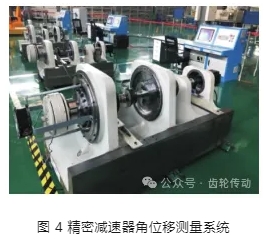
传动精度检测技术研究方面,路遥环等使用光电自准直仪和 24 面棱体结合的方法,优化现有光学测试装置结构,实现了对微小角位移的精确测量,初步满足了减速器角位移测量的精度要求。随后出现了量产商用的成熟 RV 传动精度检测平台,如图 4 所示,彭昌琰研制了成熟的空载和负载两种工况下的整体式精密减速器传动误差测试系统,完成了传动误差测试系统样机研制,开展了测试重复性、抗振动冲击干扰的性能测试试验,确保测试系统具有良好的稳定性。
回差的研究
回差指在 RV 减速器运动方向改变时,输出轴转角的滞后量,是评价减速器传动性能的又一关键指标。精密减速器的回差主要包括零件间隙引起的几何回差和零件扭转弹性变形引起的弹性回差两大部分。关于 RV 减速器回差,国内外学者已公开的研究可分为两类,即回差的来源及影响因素研究和回差测量设备的研制,取得了一定成果。
在关于回差的来源以及影响因素的研究中,学者们使用不同方法,从不同角度对其进行了大量研究。朱斌使用刚体动力分析软件计算了摆线齿轮副的动态回差,结果表明: 二级摆线针轮的修形间隙和转臂轴承的游隙是摆线齿轮传动回差的两大主要宏观来源。随后赵海鸣等通过静态回差分析模型,细致分析得出各种形位误差对减速器回差的影响关系。张金建立了各误差因素对回差影响的数学模型,并使用概率统计方法计算得出回差的概率计算值,为减速器性能预测及参数优化提供了理论依据。这些研究明确了回差的来源及其对回差的影响。基于以上研究,学者们又开展了减速器参数优化设计研究。陆龙生等在已有修形方案的基础上,充分考虑摆线齿 轮与针齿间的挤压变形,将其作为轮齿修形补偿回摆线齿轮齿廓中,该方法在保证齿轮润滑径向间隙的同时减小了减速器的回差,并通过计算机仿真验证了修形思想的有效性。奚鹰等人建立了曲轴偏心率对传动误差影响的数学模型,通过数值仿真计算得到偏心误差负分布可以达到降低回差间隙的目的。该研究完成了对单一零件基于回差的优化分析。张诚、张建润以 RV 减速器几何回差作为约束条件,开展了多系统参数优化设计研究,并量化分析了各系统参数对回差的影响。这些研究为减速器传动性能的提升和设计提供了参考。
在回差检测设备的研制方面,ZHANG 等详细展示了摆线齿轮轮廓精确测量方法和步骤,用以测定和计算摆线针轮的制造误差,为摆线齿轮传动的回差分析奠定了基础。回差的直接测量方法主要为滞回曲线法,即按照回差定义,测量减速器在运动方向改变时输出转角的滞后量。这种测量方法简单方便,但一次装夹只能测量单一转角工况的回差,无法全面反映减速器各个运动状态的回差性能,若多次装夹、离散测量,时间成本高。对此石照耀等研制了 RV 减速器综合性能测试仪,如图 5 所示,可对回差进行静态测量和动态测量,实现了传动误差、回差、扭转刚度等性能的精确测量。

扭转刚度的研究
扭转刚度指在负载力矩的作用下,构件抵抗扭转变形的能力,可表达为负载转矩与切向弹性变形扭转角之比值。扭转刚度是衡量承载能力和抗变形能力的重要技术指标。
关于 RV 减速器扭转刚度的计算方法和影响因素,也开展了大量研究。有的学者通过对 RV 减速器整机进行动力学建模研究减速器扭转刚度,张大卫等建立了 RV 减速器五自由度动力学模型,提出计算摆线轮啮合刚度的方法,分析了减速器扭转刚度的影响因素,研究发现针轮齿数、针轮半径和针齿半径会影响减速器的扭转刚度。在此基础之上,郑钰馨等建立简化的五自由度纯扭转非线性动力学模型,分析了 RV 减速器中非线性因素对系统动态特性的影响,得到了多工况各系统部件的动态响应曲线,并计算了固有频率对各处扭转刚度的灵敏度。这些学者通过刚体动力分析模型计算分析了减速器的扭转刚度及其影响因素。随着齿轮动力学研究的深入,更多物理样机的特性融入到模型中,学者们结合计算机有限元仿真工具研究 RV 减速器扭转刚度。杨玉虎等使用有限元分析工具,充分考虑了各零部件的结构刚度,结合图 6 实验设备测量分析得出减速器内轴承的支撑刚度是影响整机扭转刚度的主要因素。王辉、吴素珍等也结合有限元分析方法分析了摆线齿轮多齿啮合的动态过程、齿面接触应力的分布规律以及减速器曲拐轴承各滚针的应力状态。

振动及故障诊断研究
振动和噪声是减速器品质及可靠性的体现,相关研究主要分为三类,即振动噪声的机制研究、振动信号的采集研究和运用振动信号进行故障检测研究,并取得了诸多成果。
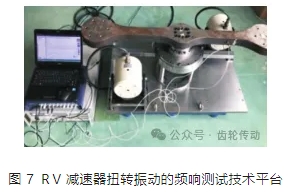
机制研究方面,YU 和 HE 等通过模态分析和理论计算,研究了 RV 减速机主要部件的固有特性,得到它们的固有频率、振型和啮合频率。YANG 等通过 RV 减速器集中参数模型,研究了包括刚度、质量、转动惯量和曲轴偏心在内的参数对 3 种振动模式固有频率的影响,并分析了输出振动对偏心距的灵敏度。杜雪松等为开展变齿厚 RV 减速器动态特性研究,建立了考虑轮齿的时变啮合刚度、轴承刚度和传递误差等因素的减速器动力学模型,研究了上述参数变化对动态啮合力及传动误差的影响规律。检测技术方面,谭晶等人采用白噪声和扫频激励法的原理,搭建了如图 7 所示 RV 减速器扭转振动测试装置,研究了 RV 减速器扭振的频响测试技术。
也有学者结合振动检测技术探究了 RV 减速器振动信号的工程应用,通过振动信号对减速器进行性能评估和故障诊断。郑钰馨等搭建了能够测量传动误差、振动、噪声等指标的高精度 RV 减速器综合性能检测平台,为减速器振动性能研究提供了检测基础。张跃明等通过加速度传感器测量 RV 减速器壳体振动,分析得出 RV 减速器振动性能曲线,经验证该检测技术的应用可以有效保证产品品质。汪久根、彭鹏等人通过振动试验台测得 RV 减速器 4 种故障模式与正常模式下的振动信号,由此构造训练和测试数据集,并对训练集进行数据增强处理,实现了利用减速器振动信号对减速器进行故障诊断,将 RV 减速器故障分类准确率提高到 98. 11%。CHEN 等基于非线性输出频率响应函数和深度卷积神经网络,开发一套 RV 减速器故障诊断系统,解决了输出信号无法描述系统非线性特性导致精度低的问题。这些学者的研究有效实现了振动信号的准确采集、分析和故障溯源。
磨损寿命研究
减速器寿命和精度保持是衡量减速器可靠性的尺度,也是现阶段国产减速器与国外产品差距所在。润滑、摩擦磨损是影响减速器寿命和精度保持性的关键因素。关于摩擦和润滑,国内外学者也展开了大量研究。
在采用流体润滑的摆线齿轮摩擦磨损研究中, WEI 等综合考虑接触的几何形状、接触载荷、实际齿面粗糙度和瞬态效应,建立了针齿摆线齿轮混合润滑模型,发现载荷、圆角半径和转速对润滑条件有不同程度的影响,而小范围内曲率半径的变化对润滑没有显著影响。ZHANG 等建立混合润滑分析模型,研究不同速度、温度和圆角下油膜厚度、压力分布和最大冯氏应力的比值,混合润滑结果表明: 合理的圆角改性、温度和速度的提高、表面粗糙度的降低可以提高润滑性能。WANG 等应用混合弹性流体动力润滑的数值分析,建立了改良摆线齿轮的啮合效率模型,分析了短振幅系数对接触载荷、相对速度、油膜压力和厚度、摩擦因数等效率参数的影响,发现当修形量变化时,啮合效率几乎不变,而随着短幅系数的增加而增加。摩擦磨损的有限元分析通常采用干摩擦模型,AHN 等采用有限元法对 RV 减速机的公差和摩擦力进行了冲击分析,结果表明公差主要降低扭转刚度,而摩擦主要增加输出扭矩波动。因为寿命研究的时间成本较高,整机寿命研究较少,已有研究主要集中于零部件寿命研究上。DENG 等设计了一套轴承寿命计算方案,发现外载荷对角接触球轴承的基本额定寿命影响很大。HUANG 等分析了 RV 减速机轴承的载荷工况和结构,综合考虑了几何形状、润滑、轴承强度和减速器的结构,提出了一种新型的 RV 减速器曲轴轴承优化方法,最大限度地延长轴承的疲劳寿命。张跃明等提出了基于 Miner 法则的 RV 减速器精度保持性寿命计算和检测方法,推导出了 RV 减速器疲劳寿命计算公式,并搭建了 RV 减速器寿命测试平台,寿命测试结果与理论计算结果相差仅 8%。
加工工艺的研究
材料热处理、装配和机加工工艺很大程度上决定了 RV 减速器产品的性能和质量一致性,是 RV 减速器核心技术之一,也是我国精密减速器制造的短板。现有关于 RV 减速器加工工艺的研究主要集中于摆线齿轮的磨削加工上。
根据摆线齿轮的磨削加工原理,焦文瑞等建立了成形磨削摆线修形齿廓的数学模型,推导出了成形磨削加工工艺下齿廓法向变动量的计算式。张跃明等研究发现齿轮成形磨削加工摆线齿轮时,砂轮速度、进给速度和磨削深度是影响摆线齿轮磨削精度的主要因素,通过对这 3 种影响因素进行磨削加工正交试验,分析得到加工误差最小的磨削工艺参数组合。徐兰英等在张跃明研究的基础上,将砂轮粒度也作为影响因素之一,进一步分析了砂轮粒度、砂轮转速、进给速度和磨削深度对摆线齿轮表面粗糙度的影响规律,发现砂轮粒度对表面粗糙度的影响最显著。SU 等使用仿真软件计算摆线针轮磨削过程中齿面的瞬时温度场,得到齿面沿齿轮轴向的瞬时温度场分布,根据 YK7350B 齿轮磨床的特点,合理选择磨削工艺参数,进行磨削实验,验证了模拟结果。这些研究为摆线齿轮磨削加工工艺的制定提供了参考。
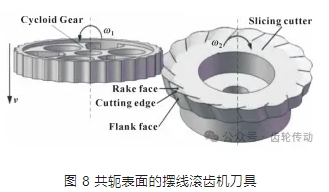
除使用磨削加工摆线齿轮齿形以外,学者们还摸索了其他摆线齿轮加工方法。针对单件小批量试制生产测试的场合,成型齿轮磨床的加工柔性无法适应齿形变化复杂的摆线齿轮加工要求; 相比之下,慢走丝线切割加工具有加工柔性强、加工效率高、加工精度高等优势。因此郭霜等人针对慢走丝线切割工艺加工摆线齿轮进行了可行性分析验证,发现该加工方法能适应不同齿廓修形方案,在研发阶段和小批量试制阶段非常适用。WANG 等提出一种如图 8 所示基于共轭表面原理的摆线滚齿机刀具设计方法,通过设计实例、机加工仿真和机加工试验验证了该设计方法的可行性。
除摆线齿轮加工工艺研究以外,胡晓峰等运用铸造有限元模拟软件对 RV 减速器行星架输出盘锻造的试生产过程进行数值仿真分析,制定出了镦粗- 预锻-终锻的成形加工工艺,采用优化新工艺的锻造毛坯解决了由于预锻件设计不合理导致的金属流动速度不均匀、多股材料相汇合、产生折叠缺陷的问题,有效提高减速器整机强度和使用寿命。
二、国内外研究进展对比分析
历经多年追赶,现阶段国产精密齿轮减速器在精度、刚性、效率等方面与国外优秀产品差距不大,国产减速器产业的主要短板在于精度保持性差、使用寿命短和大批量产品性能一致性差 3 个方面。从研究层面分析,问题的症结则在于: 一方面,对摆线轮齿形设计及啮合理论研究不足; 另一方面,对核心零部件制造、检测和热处理等工艺研究不足。这两个方面的研究相对落后。以下展开分析。
轮齿修形技术方面。国外目前已成功地解决了摆线齿轮齿形修形、制造精度、加工工艺优化等技术难题。国内在这一方面取得了一些成果,但受限于与国外先进机构之间的信息交流壁垒,国内减速器产品大多仿制日本产品,正向设计研究工作较少,导致我国精密减速器产业一直扮演追赶者的角色。
RV 减速器核心零部件制造、检测和热处理等工艺方面。减速器的使用寿命和精度保持性受限于加工 工艺以及材料工艺研究。日本企业的质量管理严格,贯穿原材料、生产、装配到测试各个生产环节,零件要经过严格的质量检查步骤,产品一致性较好。而我国存在检测能力差、质量检查不严格、生产环节不规范等不足。另外,精密减速器核心零件的制造精度受限于超高精度加工装备产业的发展。日本依托强大的重工业实力,高端数控加工中心和齿轮磨床产品丰富,RV 减速器产能可满足全球 90%的市场供应需求。我国则严重缺乏制造减速机的装备,高度依赖进口机床,不少装备被所在国控制出口,给我国精密减速器产业带来巨大的风险。因此加速国产精密数控加工中心和磨床设备的研发是我国装备制造业转型的重中之重。
三、结论
精密减速器作为高端自动化装备的核心零部件,是国内工业机器人发展的关键环节。综合上文提出制约我国 RV 减速器发展因素,提出针对性研究和发展建议如下:
(1) 摆线轮齿形设计及动力学研究方面,应结合计算机辅助分析工具,考虑各种非线性因素对减速器性能的影响,如弹流润滑、齿面摩擦、接触冲击及温度场等非线性因素,使分析模型能够反映出更多真实物理样机特性。
(2) 开展 RV 减速器系统动力学相关应用技术研究,如非线性振动控制、故障诊断、噪声优化和参数性能预测等,深入全面地了解 RV 减速器的传动性能特征。
(3) 摆线齿轮减速器磨损寿命、材料热处理和装配工艺是决定 RV 减速器精度保持性和产品一致性的关键,是我国精密减速器产业的短板所在,该方面的研究较少,应得到足够重视。
(4) 核心零部件制造、检测等方面,研发高端精密加工装备和检测设备,促进我国高端装备产品制造迈向独立自主的新阶段,这对我国高精密制造业大有裨益。
参考文献略.
标签: RV 减速器
下一篇:如何评价齿轮箱输出扭矩的质量高低
免责声明:凡注明(来源:齿轮头条网)的所有文字、图片、音视和视频文件,版权均为齿轮头条网(www.geartoutiao.com)独家所有,如需转载请与本网联系。任何机构或个人转载使用时须注明来源“齿轮头条网”,违反者本网将追究其法律责任。本网转载并注明其他来源的稿件,均来自互联网或业内投稿人士,版权属于原版权人。转载请保留稿件来源及作者,禁止擅自篡改,违者自负版权法律责任。
相关资讯
网站简介 | 会员服务 | 联系方式 | 帮助信息 | 版权信息 | 网站地图 | 友情链接 | 法律支持
齿轮头条网--齿轮与先进制造业的“全媒体”综合资讯平台
 客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
鑫格尔传媒(北京)有限公司 geartoutiao.com Copyright ©2020-2025,All Rights Reserved 版权所有 不良信息举报中心 | 京ICP备 18007354号-2 | 京公网安备 11011202002671号









 网站客服
网站客服