时间:2024-05-07来源:机械研究与应用 作者:靳静力等
刀具刃口钝化可以消除微观缺陷,提高刃口强度、刀具寿命及切削的稳定性。但目前国内对滚刀刃口钝化的重视程度较低,制约了刀具品质的提升。该文重点研究了滚刀刃口钝化方式,钝化介质及时间,钝化圆角的理论计算等。通过滚刀钝化试验及钝化滚刀的切削试验,证明刃口钝化可以有效提高滚刀耐用度及寿命,为滚刀的钝化研究提供了依据。
在滚刀的使用中发现,进口滚刀及国产滚刀在加工质量及寿命上有较大差距。经过多次对比可知,进口滚刀使用寿命可达到国产滚刀的两倍以上,且进口滚刀返原厂修磨后寿命约为新刀具的 90%,但相同刀具经由国内厂家修磨后,实际修磨精度不低于原刀具,部分精度甚至优于原刀具,但刀具的加工质量和寿命都明显降低。对刀具进行显微观察后发现,进口刀具和国产刀具在刃口处理上存在明显差别。
进口滚刀刃口有明显钝化痕迹,且钝化圆角大小均匀,刃口一致性好,少有微观缺陷及磨削毛刺等,其涂层的附着力较好。在使用时,刀具切削轻快,耐磨损,刀具使用效果明显优于国产刀具。
国产滚刀大部分未经过钝化处理,或仅经过手工油石打磨;修磨后的齿轮滚刀大部分也未进行钝化处理,甚至未经过手工倒钝处理。通过电子显微镜观察发现,刃口处有磨削毛刺,微裂纹等缺陷,这些缺陷不但影响涂层的附着力,也是导致刀具在滚切过程中磨损加剧及崩刃的根源。
由此可以看出,国内对滚刀刃口钝化重视程度普遍较低,这将严重制约刀具品质的提升。为提高刀具耐用度,并从根本上降低滚齿加工成本,笔者通过理论研究开展了大量的滚刀刃口钝化及切削试验,加深了对滚刀刃口钝化的研究及认识,提高了滚刀耐用度,从根本上降低了刀具采购成本,为滚刀钝化研究提供了依据。
一、钝化方式确认
钝化方式调研:
滚刀外形尺寸跨度大,且材质和结构复杂多样。据统计,齿轮滚刀的外径范围大约是 ϕ50~ϕ400 mm,长度范围大约是 50 ~ 500 mm,刀具结构有整体、镶片、焊接等,刀具材质有高速钢、高性能高速钢、粉末冶金高速钢等,因此,齿轮滚刀钝化必须选择一种包容性强且性价比较高的钝化方式。
查阅相关资料,与钝化设备生产厂家进行技术沟通,与相关刀具生产厂家、涂层厂家进行调查研究,最终确认使用干式喷沙机(如图 1 所示)进行钝化。干式喷砂方式利用压缩空气形成的动力使磨料通过出砂阀进入喷砂管,然后磨料通过喷嘴喷射到被加工的表面,实现喷砂。压缩空气既是供料动力又是射流的加速动力。干式喷砂机可通过调节压力值、改变砂粒材质及粒度、改变喷砂时间等方式控制钝化效果。相比于其他钝化方式,喷砂法是最彻底、最通用、效率最高的钝化方法,干式喷砂操作更简便,砂粒可循环使用,成本更低。
钝化介质及钝化时间
(1) 钝化介质
常用的喷砂砂粒有很多种:金刚砂、氧化铝、白刚玉、棕刚玉等。白刚玉具有较强的切削力,可用于去除金属毛刺,且对表面有研磨和抛光作用。考虑到刀具钝化后要进行涂层处理,因此选用白刚玉作为钝化介质。
通过对报废刀具进行喷砂试验发现:如果采用粒度较大的砂粒很可能出现刀具过钝化现象,刀具过钝化就失去了切削性能;如果粒度太小则钝化时间太长,可能根本达不到钝化效果。通过一系列的试验,选定滚刀钝化介质目数为 400#。
(2) 喷砂压力及喷砂时间
喷砂机的喷砂压力及喷砂时间可以直接影响钝化圆角的大小;所选用干式喷砂机的喷砂压力设定为 2.5~3 MPa。对报废刀具进行反复试验,在喷射距离一定的情况下,喷砂时间与圆角大小的关系如表 1 所列。

二、钝化圆角理论计算
钝化圆角指的是刀具刃口钝化的曲率半径。为得到初步的钝化圆角数值,对齿轮滚刀的刃口进行理论研究。
齿轮滚刀刃口形式
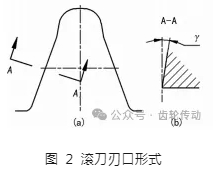
常见的刀具刃口形式有以下几种:锋刃,倒棱刃、倒圆刃等几个大类。其中,锋刃指的是刀具的前后刀面相交自然形成的锐刃。齿轮滚刀刃口形式如图 2 所示。
刃口钝化圆角的理论分析
刀具刃口一般具有前角及后角,图 3 为刃口截面示意图。图 3 中阴影部分指的是刃口具有微观缺陷及毛刺的部分,钝化的目的就是消除刃口处的微观缺陷,即将阴影部分圆滑过渡,以使刃口达到一致性、无缺陷或减少缺陷的目的。
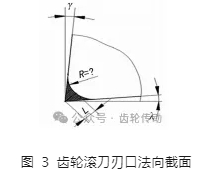
根据图 3 各参数的几何关系,可以得出如下公式:

式中:γ 为刀具后角;λ 为刀具前角;R 为钝化圆角;L 为微观缺陷尺寸。由式(1)、(2)可知,当已知刀具前角 λ、后角 γ 及缺陷尺寸 L 时,即可得出钝化圆角 R 的理论值。
刃口钝化圆角的理论值计算
为了解齿轮滚刀刃磨后刃口实际情况,并初步得到钝化圆角尺寸,需对修磨后的齿轮滚刀刃口进行检测。
(1) 滚刀刃口检测
用电子显微镜检测得到的刃口情况如表 2 所列。
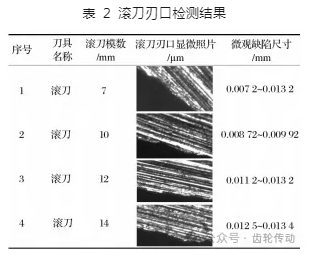
从表 2 可以看出,滚刀刃口检验结果,其刃口一般成锯齿状,锯齿状的波峰与波谷的间距称为微观缺陷尺寸,该尺寸一般在 0.005~0.015 mm 之间。
(2) 滚刀钝化圆角理论计算
① 滚刀顶刃钝化圆角理论计算
滚刀的顶刃后角一般取 10° ~12°,前角为 0°。滚刀顶刃钝化圆角的计算示意图如图 4 所示。
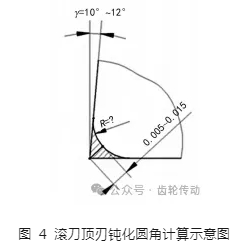
当后角 λ = 10°,微观缺陷尺寸 L = 0.005 mm 时,顶刃钝化圆角按下式计算为:
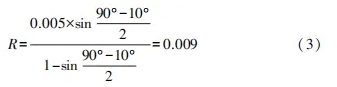
同理,当后角 λ = 10°,微观缺陷尺寸 L = 0.015 mm 时,钝化圆角计算值为 0.027 mm。
滚刀顶刃钝化圆角理论计算值如表 3 所列。
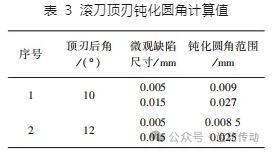
因此,滚刀顶钝化圆角的理论值为 0.008 5 ~ 0.025 mm 之间。
② 滚刀侧刃钝化圆角计算
滚刀的侧刃后角按以下公式计算:

式中:Zk 为滚刀容屑槽数;K 为滚刀径向铲背量;dao 为滚刀外径;αn 为滚刀法向压力角。
经过计算,试验刀具侧后角值如表 4 所列。

将表 4 中侧刃后角 γ 的值以及侧刃前角 0°带入式(2),即可求出滚刀侧刃钝化圆角理论值。结果如表 5 所列。
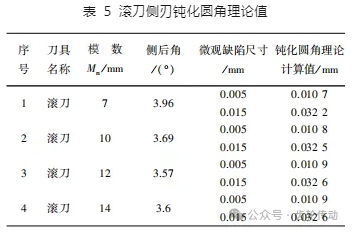
因此,滚刀侧刃钝化圆角的理论值为 0.01 ~ 0.03 mm 之间。
③ 滚刀钝化圆角理论值
综上所述,滚刀顶刃钝化圆角理论值为 0.085 ~ 0.02 mm 之间,侧刃钝化圆角理论值为 0.01~0.03 mm 之间。由于滚刀顶刃及侧刃是一起钝化的,综合考虑,当滚刀在刃口缺陷微观检测值为 0.005 ~ 0.015 mm 时,钝化圆角理论值范围是 0.085~0.02 mm。
通过对刀具刃口的理论分析及计算,并与刀具制造厂家进行技术沟通,同时分别对采购刀具、委外修磨涂层的刀具进行检测,并参考进口刀具刃口钝化圆角,最后初步确认钝化圆角按表 6 所列执行。

三、刀具试用结果
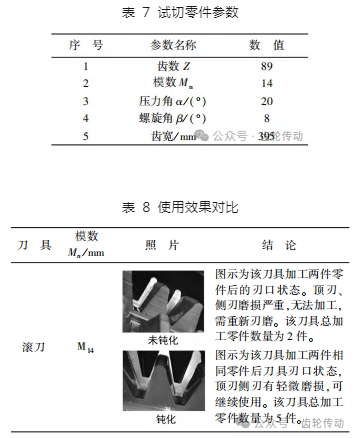
为验证刀具钝化效果,分别对不同模数滚刀进行切削试验。以模数 14 滚刀的切削为例,试切零件参数如表 7 所列,在切削参数一致的情况下,试验刀具试切结果如表 8 所列。从试验结果可以看出,钝化后的滚刀切削性能及耐用度有了较大的提升。
通过刀具试验的数据统计发现,大部分刀具耐用度都有明显提升,寿命提升基本在 30%以上;部分小模数刀具实现了50%以上的提升。
四、结语
刀具刃口钝化技术是提高刀具寿命、减少刀具消耗、提高加工效率的有效措施之一。文中重点对滚刀的刃口钝化进行了理论分析,并通过刀具试验证明了滚刀刃口钝化可以有效提高刀具耐用度及寿命。目前,对滚刀钝化还处于摸索阶段,在试验中发现,不同刀具之间钝化效果差距较大。因此,加大滚刀钝化技术研究对提高国产滚刀的加工性能,缩短与国外刀具的差距等方面具有重大意义。
参考文献略.
标签: 齿轮滚刀
上一篇:风电齿轮箱润滑系统的清洁维护
免责声明:凡注明(来源:齿轮头条网)的所有文字、图片、音视和视频文件,版权均为齿轮头条网(www.geartoutiao.com)独家所有,如需转载请与本网联系。任何机构或个人转载使用时须注明来源“齿轮头条网”,违反者本网将追究其法律责任。本网转载并注明其他来源的稿件,均来自互联网或业内投稿人士,版权属于原版权人。转载请保留稿件来源及作者,禁止擅自篡改,违者自负版权法律责任。
相关资讯
网站简介 | 会员服务 | 联系方式 | 帮助信息 | 版权信息 | 网站地图 | 友情链接 | 法律支持
齿轮头条网--齿轮与先进制造业的“全媒体”综合资讯平台
 客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
鑫格尔传媒(北京)有限公司 geartoutiao.com Copyright ©2020-2025,All Rights Reserved 版权所有 不良信息举报中心 | 京ICP备 18007354号-2 | 京公网安备 11011202002671号









 网站客服
网站客服