时间:2023-12-12来源:新型工业化 作者:黄少龙
柔性生产线是为了迎合多品种、小批量生产任务而产生的独特制造方式。基于对航空、航天等典型离散型行业的零件结构特征、零件工艺性、生产任务特点的分析和研究,提出通过工艺标准化工作结合对关键技术的实物验证设计满足多品种、小批量生产任务特点的柔性生产线,解决零件产出过程中效率低、质量不稳定、周期不可控等问题,以期为离散型制造业转型发展提供借鉴经验。本文根据工厂实践经验,介绍一种离散型生产模式下内齿壳体类零件柔性生产线的设计方案。
在航空、航天行业中,由于零件的自身结构特征及科研生产任务性质,决定其零件制造呈现品种多、批量小的离散型生产模式特性,这种模式下零件生产工艺成组性差,对专用工装的依赖性大,生产过程中人为干预多,产出效率低,并且无法通过建设传统的自动线解决产能问题。为此,可以通过建设满足离散型生产模式的柔性生产线提高人均产出效率,解决产能不足的问题。本文根据工厂实践经验,介绍一种离散型生产模式下内齿壳体类零件柔性生产线的设计方案。
一、柔性生产线方案设计
完成一条柔性生产线的整体设计主要包括两部分工作:方案设计和关键技术论证。方案设计的前提是完成建线的需求定义。需求定义是产线设计的基础也是关键。需求定义的内容包含以下几个部分:产线需要实现的效果、进线零件的选型、产线指标定义。
产线需要实现的效果
航空、航天企业所呈现的离散型生产模式,其零件生产的特点是品种太多、批量太小,导致人均产出效率低,同时,零件的制造成熟度低导致质量稳定性不高,这是两大核心问题。通过产线的建设需要能够帮助企业改善这两个核心问题,基于此,将建线效果定义为:提高人均产出量以及提升制造过程的质量稳定性。
进线零件的选型
要通过建设柔性生产线实现提高人均产出量以及提升质量稳定性的效果目标,选择合适的进线零件至关重要,因为产线的生产毕竟不是人工环境,设计好的硬件设备不可能适应所有种类的零件,然而,批量有限的条件下要实现提高人均产出量的目标则必须增加进线零件的种类。这是一个矛盾的问题,柔性生产线的核心技术就是解决这个问题的方法,目前主流的方法要素包括:标准化工装托板、工艺成组、中央刀库、自适应加工、智能排产等。
根据实践经验,工艺成组是扩展进线零件种类的有效手段之一:在工厂的零件序列中筛选结构、材料、功能、工艺相近的零件组成一个零件族,按照零件族制定工艺流程、设计夹具及调整方式、设计加工参数,以此作为产线设计的顶层参数,设计满足这些参数的软硬件设备。
通过实物分析,选择工厂已经生产数年的 42 种齿壳体作为首批进线的零件,其具备显著的成组性特点,这些带齿壳体具有相似的结构、功能和工艺,整体产量需求巨大,通过统一工艺流程、设计兼容性夹具实现工艺成组性规划,便能实现产线对这一族群零件的全部兼容,进线之后能够显著提高产能。根据产线规模的限制,完成零件的选型之后还要分析生产流程节选进线工序,选定的带齿壳体整体的制造流程较为复杂,并不是每道工序都存在产能瓶颈,通过工序时间写实,分析工序时间,节选出瓶颈工序进线加工。
由于零件外形所有表面都需要加工(如图1 零件加工位置示意图),在多道加工中心工序之间存在多次零件翻面的工步,每次翻面都需要操作工人重新装夹、找正再开始加工,加工中心工序的人工调整时间占到了60%以上,因此也导致机床利用率只有30%左右,形成了零件积压,产生瓶颈。因此,产线能够解决这部分工序瓶颈,就可以提高这42种零件产量。所以,选择这部分工序进线是必要的。

选定了零件族群,节选了进线工序,之后便需要根据族群及工序制定统一的工艺流程、设计具备兼容性的夹具系统、设计加工参数等,其中,最重要的工作是设计具备兼容性的夹具系统。
整体方案设计
在清晰的需求及指标的约束下,进行产线整体的方案设计。首先,确定机加设备种类及规模,根据需求形成多种设备组成方案,计算各自的全年产能,分析优劣,择优选择(表1)。
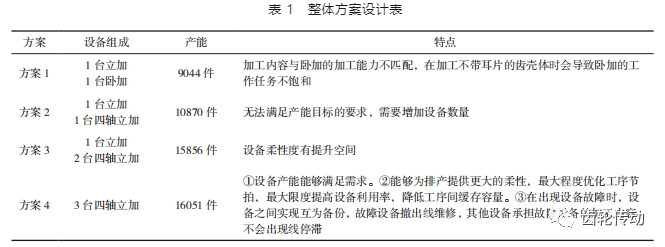
综上所述,方案4为最优的机加设备配置方案。在机加设备基础上再进行产线的结构设计。
二、关键技术论证
夹具系统技术论证
夹具系统是产线设计传统的重点和难点,在本项目中尤其如此。本项目中夹具系统需要满足的要求:①进线的42种零件全部要兼容;②要能够满足在线内对零件所有外形表面的加工要求,不能存在干涉;③产线运行周期(120小时)内必须保障从零件安装好进线开始到最后加工完成出线整个过程中,不能有人工二次安装和干预的过程。
选择进线的42种零件具有功能和结构上的相似性,所有零件的内齿圈齿轮参数仅有六种,如果设计通过内齿定位的夹具,仅需6种夹具便可以满足42种零件的兼容性要求。由于进线加工的内容包括除了内齿圈以外的所有外形,所以加工时需要翻转零件,并且不能有人工参与。为此所设计的工装就必须要可以实现自动翻面。综上所述,工装的设计标注为:可以实现自动翻面的以内齿圈定位的6组夹具。
基于这个设计标准,项目团队开始了夹具系统的原理设计,其中最大的难点就是“定角向”问题,即如果仅使用齿圈定位零件,就相当于 “一面两销”少了“一销”,有一个自由度没有被限制。为此采取了两种不同的方式分别进行了验证:①在齿圈定位之外增加一个定位基准,限制自由度;②通过涨套涨紧齿圈并且加大涨紧力,增大涨套与齿圈的静摩擦力来限制自由度。
液压夹具方案:通过内胀工件内齿顶圆的方式进行工件夹紧定位(图2),具体实现方式为:通过控制液压系统实现对液压拉紧缸的控制,液压拉紧缸下拉丁使涨套外撑,从而给工件一个水平外撑和向下拉紧的分力,实现工件夹紧操作。此方案6种齿圈需要制作3种规格夹具(一种涨套可以兼容两种齿圈),不同规格的夹具通过液压油自动连接装置(保压阀门)与夹具底板相连,实现工装夹具上油路的自动连接。

模块化组合夹具方案:夹具由底座、心轴、模块化压板组成。心轴的压力仅用于定位基准,定位强度主要通过模块化压板压紧零件筋板实现,即在齿圈定位之外增加一个压紧的定位方式限制自由度。如图3 所示。
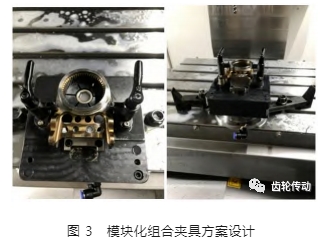
切换不同的零件加工时,需要专用设备在线内进行底板和模块化压板的全自动切换,由于42 种零件的筋板位置、尺寸各异,线内需要配置的底板和模块化压板种类繁多。
随行工装方案:夹具包含两部分:随行零件的手动涨套+零点定位底座,手动涨套上下两个面上都有定位销,这两个面的定位要求同心,这样就能让零件加工完第一个面后由机械手翻转180°进行另一个面的加工。
机械涨心方案:此方案夹具的定位方式与第一种方案一样,通过涨力心轴涨紧齿顶圆,涨紧力所产生的静摩擦力抵消铣削外形时产生的扭矩。与第一种不同的是涨紧力的来源方式,本方案采用机械传动的方式为涨套提供涨紧力,通过夹具上的六方接口传递扭矩涨紧零件。同时,此夹具可以采购市场上的成熟工装产品,相比非标定制的夹具更稳定、可靠。6种齿顶圆配套6种夹具,夹具底部通过零点定位系统与机床相连,切换不同夹具仅需通过机器手将夹具从零点定位器上取下并安装其他夹具。
刻字方案论证
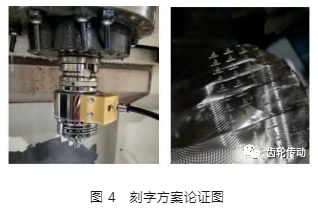
此零件的加工内容中存在一项刻字工序,前期的加工方式是利用机床的高转速使用刻字刀刻字,由于刀具半径很小,机床自身的转速不高,刻字时的刀具线速度很低,刀具磨损非常快,刀具寿命很短。在产线环境中,刀具寿命太短会导致机床频繁换刀,需要准备大量的备用刀预存在产线中。
为解决此问题,团队进行了气动增速刀柄+直径0.5mm铣刀的刀具寿命试验(图4),采用气动增速刀柄将转速增加到58000r/min,验证直径 0.5mm铣刀的刻字寿命为:一把刀可以加工250 件零件。这完全满足了产线的需要。
三、结语
生产线要能够适应多品种、小批量的离散型任务要求,最重要的工作不仅是建设适合的产线,更需要建成后持续高效地利用。需要配置团队持续扩展进线零件的种类,研究适应性更好的标准化工装,提高中央刀库的利用效率,研究提高设备利用率的动作执行方案,研究满足自动化加工的质量控制方案。要实现高度的柔性化需要靠技术团队结合操作、工艺、设计,通过标准化操作、成组化工艺、族群化设计实现产线的高效运作。
本文通过分析典型零件族的工艺成组性、结构特征、任务特点,提出通过建设柔性生产线系统解决离散型零件研制生产过程存在的效率低、周期长、成本高等共性问题,以期为离散型制造业转型发展提供借鉴经验。
参考文献略.
标签: 柔性生产线
下一篇:三种常用渗碳钢混装渗碳工艺试验
免责声明:凡注明(来源:齿轮头条网)的所有文字、图片、音视和视频文件,版权均为齿轮头条网(www.geartoutiao.com)独家所有,如需转载请与本网联系。任何机构或个人转载使用时须注明来源“齿轮头条网”,违反者本网将追究其法律责任。本网转载并注明其他来源的稿件,均来自互联网或业内投稿人士,版权属于原版权人。转载请保留稿件来源及作者,禁止擅自篡改,违者自负版权法律责任。
相关资讯
网站简介 | 会员服务 | 联系方式 | 帮助信息 | 版权信息 | 网站地图 | 友情链接 | 法律支持
齿轮头条网--齿轮与先进制造业的“全媒体”综合资讯平台
 客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
鑫格尔传媒(北京)有限公司 geartoutiao.com Copyright ©2020-2025,All Rights Reserved 版权所有 不良信息举报中心 | 京ICP备 18007354号-2 | 京公网安备 11011202002671号









 网站客服
网站客服