时间:2023-11-20来源:辽宁石油化工大学学报 作者:郑嘉琦等
微量润滑磨削加工技术是一种新型环保高效率的加工技术,具有所需磨削液量少、磨削力小等特点,而且有利于刀具的保养,能够有效提高工件质量。但是,微量润滑磨削加工技术高压气流的冷却性能十分有限,无法满足磨削区亟须降温的需求,而传统浇注式冷却技术通过使用大量磨削液可满足这一需求。综述了微量润滑磨削加工技术的研究背景、发展现状和最新研究成果,以期为进一步研究微量润滑磨削加工技术的特性和原理奠定理论基础。
磨削是一种重要的机械加工形式,这种加工形式可保证成品工件的精度和表面质量与预期值不会产生大偏差。在磨削过程中,若要改善磨削性能,则需要研究磨削界面的摩擦相关参数及摩擦热相关参数,而一些材料尤其是难加工材料的磨削能较高,磨削加工这些材料所消耗的热量远超其他加工方式,并且在磨削过程中产生的摩擦热会堆积在工作核心区域,给后续加工带来很大的负面影响。若不能及时降低加工核心区域的磨削温度,则影响加工件的成品质量,而且严重影响加工刀具的使用寿命。
为了降低磨削区的温度,通常采用将大量的磨削液直接注入磨削加工区域的冷却方法,这种冷却方式就是传统的浇注式冷却方式。磨削液能够保护砂轮和刀具,延长它们的使用寿命,还能够冲去磨削过程中产生的碎屑,对工件表面有一定的防锈防腐蚀作用。
在过去的几年中,人们逐渐意识到了传统的浇注式冷却方式对人体、环境等会造成不同程度的危害。加工区大量高温磨削液对操作者有或多或少的负面影响。若要持续使用传统浇注式冷却方式,则需要从原料选购到废料处理等环节采取相应的措施,而且需要进行循环处理,因此操作成本较高。由文献可知,刀具成本约占生产成本的 2%,磨削液成本约占生产成本的 7%。
在加工过程中,砂轮高速运转,周围会生成“气体阻挡层”,使大部分磨削液很难进入核心加工区域,进入磨削区内的实际液体质量与所供应的总磨削液质量之比仅为 5%~40%。因此,往磨削区大量注入磨削液的方式无法达到降低磨削区温度并缓解工件与刀具之间摩擦热过度生成的目的,只能在有限的范围内降低工件温度;浇注式冷却的加工方式冷却能力不足,导致工件和刀具受到不同程度的损害,并且受热的磨削液进入磨削区后会迅速蒸发产生一种蒸汽膜,进一步阻止新的磨削液进入亟待降温的磨削区,从而形成恶性循环。因此,浇注冷却很难满足磨削冷却的要求。
此外,在磨削区注入大量的磨削液,会给砂轮和工件不同程度的流体压力,进而导致砂轮和工件受到不同程度的损害并发生形变,成品磨削深度也会受到很大影响。由此可见,传统的浇注供液方式不仅使加工成品形状和尺寸误差大,而且需要供给大量的磨削液并处理废弃磨削液,因此生产成本大大增加。更为严重的是,废弃的磨削液危害操作人员的身体健康,也会带来一系列本应避免的问题。
绿色发展是当今世界的发展趋势。目前,环境和资源问题已成为人类共同面临的挑战,实现可持续发展已达成共识。工业升级转型的必由之路无疑是绿色制造。作为世界制造大国,中国的制造业目前仍然存在高排放、高消耗、高投入的“三高”问题,在能源消耗和污染排放方面都落后于世界先进制造业水平。工业和信息化部印发了“工业绿色发展规划”,基本制造工艺的绿色改造大力推广少磨 削液、无磨削液的绿色加工技术。
一、绿色磨削加工技术现状
为了解决传统浇注润滑所带来的各种问题,世界各国的专家学者们开始了在绿色、环保、健康道路上的探索。绿色冷却润滑技术诞生于 1995 年,经历了从干式磨削到准干式磨削的探索和发展过程。
绿色环保可持续发展是当今世界的发展趋势,制造业必须研究新型的润滑冷却技术,实现健康、安全和环境友好的生产环境。传统的浇注型润滑由于存在污染环境、危害操作者的健康、使用成本和处理成本高等缺点,不符合当前倡导的“可持续发展”的理念,甚至限制了一些新兴材料向效率高、加工质量高的方向发展。研究人员提出的“绿色磨削加工技术”这一理念,充分考虑了加工效率和加 工过程副产物等对环境和人体的危害,可将加工过程对环境和人体的负面影响降到最低。
要贯彻“绿色磨削加工技术”这一理念,需要从加工过程中使用的磨削液入手。几种不同绿色磨削加工技术及其特点见表 1。这几种绿色磨削加工技术使用的磨削液并不是传统意义上的磨削液,而是可替代传统磨削液并能达到与其相同效果的压缩气体、固体润滑剂、低温气体等其他形式的介质。

干式磨削加工技术
干式磨削(Dry Machining,DM)是一种典型的绿色磨削加工技术。在加工过程中,DM 加工技术通过压缩气体降低刀具在磨削过程中产生的磨削热。在保证对刀具造成的磨损程度有限及加工件质量的前提下,DM 加工技术不使用磨削液。DM 加工技术在机械加工中的成功应用,为绿色机械加工开辟了新的可能性。
DM 加工技术由于没有磨削液的参与,对环境的负面影响极小,是名副其实的环境友好型加工方式;不使用磨削液,意味着磨削液的使用和处理成本为零,可极大地节约生产成本;由于没有磨削液的参与,刀具在磨削过程中整体保持受热均匀,可降低刀具的磨损程度,有效延长刀具的使用寿命。
与传统浇注式润滑方式大量使用磨削液不同,DM 加工技术在加工过程中完全不依赖磨削液,可避免因使用大量磨削液所造成的各种危害。然而,因为不使用磨削液,会使整个加工过程的冷却和润滑成为一个大问题,切屑的排出和工件表面粗糙程度以及加工刀具的磨损程度都会受到或多或少的影响。
准干式磨削加工技术
准干式磨削(Near‐Dry Machining,NDM)技术集 DM 加工技术与传统浇注式润滑加工方式的优点,能够有效控制磨削液的使用,在一定程度上可避免因磨削液的大量使用所带来的一系列危害,不仅可节约磨削液的购入成本和处理成本,而且可降低磨削液飞溅对操作人员身体带来的危害性,同时减少处理废弃磨削液对环境带来的影响 。
固体润滑加工技术
固体润滑加工技术是一种典型的绿色制造技术。与 DM 加工技术相比,固体润滑加工技术在磨削区添加固体介质作为磨削液;与 DM 加工技术相比,固体润滑加工技术可在一定程度上降低磨削过 程中产生的磨削热。固体润滑剂的润滑性能较优,20世纪 90年代已得到广泛应用。
固体磨削液能减少磨削过程中在磨削表面产生的磨削热,降低在加工过程中产生的碎屑与工件之间发生“黏附”的概率,并且固体润滑剂的处理成本低,加工过程对操作者的危害较小,具有绿色磨削加工的理念。
很多学者研究了固体润滑加工技术在车削和磨削中的应用,开发了适用于固体润滑技术的刀具。
低温冷却润滑加工技术
由文献可知,低温冷却润滑加工技术主要包括工件低温预处理、间接低温冷却、低温气体射流、低温处理等几种方法。其中,低温气体射流是目前处于研究热点的冷却与润滑方法,将低于-180 ℃的低温气体介质注入磨削区进行冷却。与高压气体和水蒸气相比,低温气体介质具有更强的冷却能力。
液氮冷却润滑技术将液氮通过瓶装压力提供的动力喷射到磨削区,液氮在磨削区受热蒸发起冷却润滑作用。液氮冷却润滑技术因所需的液氮冷却循环系统结构复杂且成本昂贵,难以被广泛推广和使用。
低温冷风射流润滑技术排出加工过程中产生的碎屑困难,在冷风射流过程中产生大量的噪音,对刀具的保护效果及冷却性能均不理想。
研究人员以氩气、氦气、二氧化碳、氮气等多种气体为加工冷却介质,通过大量实验探索了低温冷却在车削、铣削、磨削和其他加工形式中的冷却和润滑效果。结果表明,与 DM 加工技术相比,经过低温冷却润滑加工技术处理的工件表面质量高,刀具磨损较少,冷却润滑效果较好。
微量润滑磨削加工技术
微量润滑磨削加工技术(Grinding Technology with Minimum Quantity Lubrication,MQL)是一种新型环保高效率的加工技术,具有所使用的磨削液量少、磨削力小等特点,并且有利于刀具的保养及工件质量的有效提高。MQL 由德国的克洛克研究团队于 1997 年的一场学术会议上提出。大量的实验表明,MQL 可降低磨削力,有效降低发生黏结的概率,延长刀具的寿命。
MQL 在一定程度上结合了 DM 与传统浇注式润滑加工方式的优点,能够有效控制磨削液的使用,在一定程度上可避免磨削液大量使用所带来的一系列危害。从原理上来讲,MQL 将微米级的磨削液与特殊的高压气体混合,磨削液和高压气流在进入亟待降温的核心加工区域之前被雾化。其中,高压气体冷却加工区域,将磨削产生的磨削热排出,并将磨削产生的碎屑一并排出,以防止碎屑与加工件发生“黏附”;磨削液起润滑的作用,有效缓解刀具的磨损和老化,并保证工件成品的加工质量。
L. R. Silva 等通过研究微量润滑磨削 ABNT4340 钢的加工过程,发现了一个可以改善加工件成品表面质量、加工过程磨削力的最佳冷却润滑系统参数。T.Tawakoli等调整微量润滑磨削系统参数进行研究的结果发现,MQL 能够延迟砂轮的使用寿命,并改善加工表面质量。Y.Kaynak 等通过研究发现,在低速磨削时,与低温冷却润滑加工技术相比,使用 MQL 能够获得更好的润滑效果。
MQL 使用的磨削液基础油通常为生物降解性好的植物油。相对于传统浇注式冷却润滑方式的磨削液使用量(60 L/h),MQL 的磨削液使用量较少,仅为 30~100 mL/h,这相当于传统浇注式润滑方式磨削液使用量的 0.05%~0.17%。显然,MQL 大大改善了磨削液使用过度的情况,并且改善了操作者的工作环境,并降低了磨削液对环境的影响,是一种符合绿色加工理念的高效、低碳加工技术。
MQL 逐渐引起了国内外相关业界人士以及专家学者的兴趣,研究人员针对 MQL 提出了一系列研究方案,并探索了 MQL 的原理和具体加工参数,尝试着对 MQL 与传统的各种磨削加工方式进行了不同程度的结合。在特定条件下,MQL 的效果优于传统的几种冷却润滑技术。美国玛格公司、德国齐默尔曼公司、俄罗斯 DST 国际公司、德国林康公司、德国海缪尔公司、德国 VHF 凸轮制作 AG 公 司等海外企业在 MQL 的应用方面已有一些突破,对 MQL 与现有成熟的机床产业进行了结合,一些海外汽车企业也在尝试将 MQL 融入到自身产业的一些核心零件的生产加工进程中。
长期以来,MQL 磨削机理的研究主要基于英国学者威廉姆斯于 1977 年提出的 Geometric assumption of rectangular capillary 模型和俄罗斯学者戈德列维斯基于 1997 年提出的 Geometric assumption of cylindrical capillary 模型假设的磨削区单毛细模型。研究发现,刀具与工件之间的摩擦运动能够产生微米级别的毛细管,磨削液可以通过这些微米级别的毛细管渗透进核心加工区域,并在毛细管消失前通过毛细管浸透进核心加工区从 而实现有效润滑。
在 MQL 刀具与工件的接触界面形成的毛细管中,受摩擦力和阻力等因素的干扰会存在穿透极限长度。MQL 为磨削液提供微米和纳米级的雾滴,微量润滑条件、磨削液供给形式、微量润滑雾颗粒在磨削面的摩擦性能直接关系到润滑效果。微量润滑雾颗粒具有较强的穿透依附能力,可以有效地在磨削面上形成磨削油膜,从而影响摩擦性能,减少对刀具的磨损和表面粗糙程度。
然而,MQL 并不是完美的,MQL 高压气流的冷却性能十分有限,无法满足磨削区亟须降温的需求,而传统浇注式冷却技术通过使用大量的磨削液能够满足这一需求。与传统的浇注式冷却技术相比,MQL 的成品质量仍有较大的发展和进步空间。
针对 MQL 目前存在的问题,为了进一步改善 MQL 的性能,国内外研究人员进行了大量的基础实验研究。C.W.Xu 等研究了微量润滑液滴的渗透润滑机理。结果表明,改善液滴特性并增加其在刀具与切屑接触面间的渗透性,可以更好地润滑磨削区域,进而优化磨削产生的摩擦热。贺爱东等研究了 MQL 对磨削加工残余应力的影响,发现微量润滑加工技术能够有效降低难加工材料的加工残余应力。张淑华对微量润滑残留雾滴的循环利用进行了研究。结果表明,磨削环境中磨削液的雾滴浓度与磨削液雾滴的直径大小和吸附能力有一定关联,通过增加雾滴在机床和被加工工件表面的堆积量,可以显著降低操作环境中润滑液油雾滴的浓度。
目前,对微量润滑磨削技术核心机理的研究十分有限且进展较为缓慢,仅通过控制变量对照实验还不能解释 MQL 凭借微米级的润滑液能够达到与传统浇注润滑方式相同或类似效果的核心原理。因此,对 MQL 原理的研究显得更为重要,其可以帮助研究人员进一步改良 MQL,使其加工性能、冷却性能和润滑性能得以进一步提升。
二、MQL 的研究现状
纳米粒子射流微量润滑技术
纳米粒子射流微量润滑技术(Nanofluid Minimum Quantity Lubrication,NMQL)是针对微润滑应用的瓶颈而提出的一种更加高效、低耗、清洁、低碳的新型精密加工技术。NMQL 在 MQL 的基础上加入了纳米粒子技术,与 MQL 不同的是,NMQL 使用的磨削液是磨削液与纳米级的颗粒混合形成的特制磨削液。
纳米颗粒参与强化传热的研磨方法不仅继承了微量润滑磨削的所有优点,而且大大改善了传统微量润滑磨削传热能力不足的问题。所加入的纳米粒子具有优异的抗磨减磨性能,能够有效改善砂轮与磨屑、砂轮与工件之间的润滑性能,从而显著提高加工精度、表面质量,尤其是工件的表面完整性,改善操作人员的操作环境。因此,NMQL 是一种资源利用率高、环保、健康且符合可持续发展理念的新型绿色加工技术。
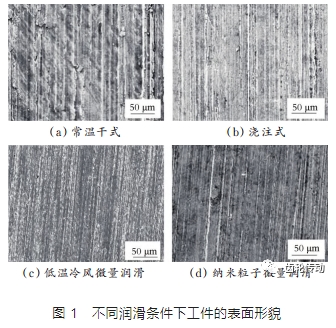
NMQL 的冷却和润滑能力优异,国内外很多研究人员对 NMQL 的基础理论进行了研究。同时,为了探明 NMQL 中纳米粒子的减磨和抗磨原理,进行了大量的研究和计算工作,取得了 NMQL 纳米粒子抗磨减磨的阶段性成果。NMQL 的工件质量好,且发生“黏附”的概率小。不同润滑条件下工件的表面形貌如图 1 所示。
C.Mao 等开展了 NMQL 相关理论分析和实验研究,并以四种润滑冷却方式作为变量进行了磨削淬硬钢的对照实验。所采用的冷却润滑方式包括水基三氧化二铝纳米流体、干磨削、传统浇注式磨削和 NMQL。结果表明,纳米粒子拥有较高的表面能,能够渗透到工件与砂轮、砂轮与切屑之间的接触面,具有良好的减磨和抗磨性能。毛聪还研究了射流参数对纳米粒子射流微量润滑技术磨削性能的影响,得到了最优射流参数。
研究人员研究了植物油作为 NMQL 基础油的可行性,考察了植物油性能对摩擦系数、比磨削能和表面粗糙度的影响,初步确定了最佳工艺参数。但是,研究人员没有探究植物油的分子结构、物理性质和纳米流体的物理性质影响研磨区冷却性能和润滑性能的机理,也没有研究 NMQL 研磨区油膜的形成机理和影响油膜强度的因素。当加工要求不同时,植物油基纳米流体无法改变研磨区油膜的冷却性能和润滑性能,因此限制了 NMQL 技术的进一步发展。
静电喷雾微量润滑技术
吕涛等结合静电喷雾(Electrostatic Spray,ES)技术和 MQL 技术,提出了静电喷雾微量润滑技术(Electrostatic Minimum Quantitylubrication, EMQL),并通过控制充电电压研究了静电喷雾微量润滑液滴粒径分布和沉积量等参数的变化。结果表明,EMQL 可以显著减小润滑油尺寸,提高静电喷雾微量润滑液在加工区域的扩散能力和附着能力。
相较于普通 MQL 使用的磨削液,ES 使用的磨削液液滴更小且分布更均匀;由于液滴带电,能够更好地吸附在工件表面并磨削核心区域,因此更好地发挥润滑与冷却的作用。此外,在静电喷雾微量润滑加工过程中,磨削液滴在工件和机床内壁的沉积增加,降低磨削环境中的油雾浓度。EMQL 系统的工作原理图如图 2 所示。
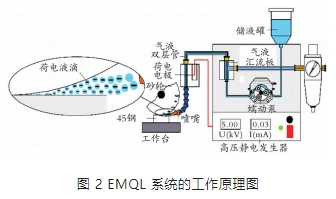
EMQL 使用 ES 技术制备所需的静电喷雾磨削液。ES 技术首先给磨削液表面赋予均匀的电荷,各液滴之间的库伦斥力使其不会发生团聚现象,因此 ES 中各液滴分布均匀,且液滴的形状相对统一, 可降低因磨削液喷涂不均匀所导致的加工误差;经过 EMQL 处理的工件成品的相对误差较小,成品质量相对较高。若 ES 润滑液表面的电荷密度达到一定阈值,磨削液膜会破裂,磨削液膜均匀地覆盖磨削加工区域。由于液滴表面附带一定电荷,因此液滴也会受到电场力的影响而吸附到磨削区表面,降低加工过程中生成的“气体阻挡层”所造成的影响。
微量润滑增效技术
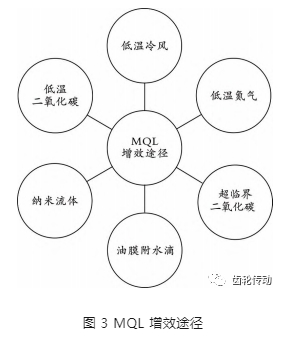
MQL 技术使用的磨削液量少,磨削力小,有利于刀具的保养,且能够有效地提高工件的质量。但是,在特定的工作条件下,MQL 降低磨削区温度的能力不足,且润滑能力也不尽如人意。国内外研究人员对 MQL 增效技术进行了研究。现有的增效途径包括采用低温冷风、低温氮气、低温二氧化碳、纳米流体、油膜附水滴和超临界二氧化碳。MQL 增效途径如图 3 所示。
微量润滑增效技术着重处理优化 MQL 冷却性能不足、磨削力亟待优化、工件成品表面质量亟待优化、对刀具的磨损等方面。张高峰等在研究过程中发现,低温冷风 MQL 能够有效地减小磨削加工过程中的法向磨削力,并降低磨削温度,尤其是在高速、大磨深的磨削参数下,其磨削加工性能更优异。K.H.Park 等发现,与 MQL 相比,低温氮气 MQL 对砂带起一定的保护作用。D.A.Axinte 等发现,低温二氧化碳 MQL 在车削中显著缓解加工过程对刀具的负面影响,这一结论甚至可以推广至其他加工形式中。
国内外研究人员对低温 MQL 这一绿色磨削加工技术进行了一系列的研究。低温 MQL 是在低温冷风技术的基础上加入 MQL,有效地将绿色磨削和加工两种技术的优点集于一体,具有良好的冷却润滑效果,特别适用于对难加工材料进行磨削加工。
波兰学者拉多斯瓦研究了低碳钢 ASTMA53 和 AISI 1010 在低温微量润滑条件下的芯片形状和表面光照度,并比较了低温微量润滑切割技术和低温冷气切割技术对加工工艺的影响。通过低温 MQL 可以得到更好的芯片形态及表面质量。A.K. Nandy 等通过低温冷风技术结合 MQL 对 TC4 钛合金进行车削实验发现,相对于传统冷却润滑方法,低温冷风技术降低了车削力,延长了刀具寿命, 且有利于切屑的排出。J.A.Sanchez 等通过结合低温二氧化碳与 MQL 进行磨削实验发现,与传统浇注式润滑技术相比,低温二氧化碳与 MQL 相结合能够有效提高砂轮的寿命,获得较大的磨削比和较好的工件表面光洁度,且对加工材料的热损伤较小。A.E.I.Elshwain 等采用低温 MQL 加工镍、钛及其他高级材料,发现低温微量润滑磨削技术能够改善工件的表面质量,延长刀具寿命,降低磨削温度。
三、结论与展望
MQL 将微米级的磨削液与特殊高压气体混合,磨削液和高压气流在进入亟待降温的核心加工区域之前雾化;高压气体冷却加工区域,将磨削产生的磨削热排出,并将磨削产生的碎屑一并排出, 而磨削液起到润滑的作用,有效缓解刀具的磨损和老化,并保证工件成品的加工质量。MQL 具有所需磨削液量小、磨削力小、能够防止粘连、减少刀具磨损、提高加工成品表面质量等优点。
然而,在特定的工作条件下,MQL 存在冷却性能不足等问题,尤其是当使用微润滑磨削加工技术加工难以加工的材料时,切割过程中产生的热量过高,磨削区可能会出现冷却不足的现象。当冷却不足时,磨削液膜破裂,润滑失效,因此很难确定最佳的磨削液量,容易出现润滑不足的现象。
对 MQL 的研究大多基于微量润滑条件,讨论磨削参数对刀具磨损机理、工件表面完整性的影响,对微量润滑系统参数的研究较少。目前,微量润滑装置的自动化程度较低,无法对磨削液流量和压缩空气等工艺润滑参数进行精确控制。但是,这些润滑参数对工件质量、刀具磨损和磨削力有重要影响。研究发现,在微量润滑系统中,润滑参数存在最优值;通过优化的润滑参数,可延长刀具的寿命,降低工件的表面粗糙度;延长刀具寿命,有助于提高工件表面质量,降低生产成本和提高磨削过程中的磨削力;通过控制微润滑系统中磨削液的流量,可以提高刀具的使用寿命,并在一定范围内提高磨削力,从而提高工件质量。因此,精确控制润滑参数非常重要,值得探讨和研究。
若要在机械加工行业普及 MQL,则还需要继续探索微量润滑磨削技术原理。但是,仅通过控制变量的对照实验,不足以解释微量润滑能够凭借微米级的磨削液达到与传统浇注润滑方式相同或类似效果的核心原理。若要改进微量润滑磨削技术的冷却性能和润滑性能,则需要对微量润滑系统参数、磨削液种类及其用量进行系统研究,并研究微量润滑对不同加工形式、磨削力系数等的影响,为 MQL 的广泛应用提供理论支持与指导。
下一篇:纯电动汽车两级减速器齿轮设计研究
免责声明:凡注明(来源:齿轮头条网)的所有文字、图片、音视和视频文件,版权均为齿轮头条网(www.geartoutiao.com)独家所有,如需转载请与本网联系。任何机构或个人转载使用时须注明来源“齿轮头条网”,违反者本网将追究其法律责任。本网转载并注明其他来源的稿件,均来自互联网或业内投稿人士,版权属于原版权人。转载请保留稿件来源及作者,禁止擅自篡改,违者自负版权法律责任。
相关资讯
网站简介 | 会员服务 | 联系方式 | 帮助信息 | 版权信息 | 网站地图 | 友情链接 | 法律支持
齿轮头条网--齿轮与先进制造业的“全媒体”综合资讯平台
 客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
鑫格尔传媒(北京)有限公司 geartoutiao.com Copyright ©2020-2025,All Rights Reserved 版权所有 不良信息举报中心 | 京ICP备 18007354号-2 | 京公网安备 11011202002671号









 网站客服
网站客服