时间:2022-06-20来源:汽车实用技术 作者:缑俊杰
文章就汽车工业变速箱、混合动力系统中,齿轮的最新激光焊接工艺的研究应用,以及近年来的新进展,取得了对于传统电子束焊接的优势。
1 激光焊接的特点
激光焊接是目前在汽车行业蓬勃发展的一种新技术,正在越来越多的被使用。相对于传统的电子束焊接,激光焊接拥有很大的技术和成本优势,其代替电子束焊接的趋势正在得到整个行业的认可。
从应用来看,激光焊接的优势十分明显,主要表现在三个方面:
1 激光焊接不产生电磁辐射,而电子束焊接在是在高电压下工作的,X 射线在高压下十分强烈,需要十分严格的措施来防止 X 射线和强电磁对人体的伤害,但即使如此,亦不能完全避免;
2 激光焊接不需要真空环境,而电子束焊接必须在极高的真空环境下工作,如图 1 所示,分别是真空中和空气中的电子束流,焊接时需要不低于 10-4Pa 真空环境,抽真空成为影响设备节拍的最主要因素,在焊接变速箱齿轮的工厂,对于使用超过一年以上的真空泵,抽真空时间普遍达到 1-3 分钟,这极大的影响了生产节拍,而激光焊接的节拍一般在 10-15 秒左右;
3 激光焊接变形小,如图 2,这是一个典型的变速箱齿轮,目前业内普遍采用焊接的办法,在焊接变形试验中,分别用电子束焊接和激光焊接加工此零件,然后在主要热影响区对端面跳动进行检测,以此评估变形量,从图 3 的数据可以看出,激光焊接的端面变形更小,数据一致性也更好。
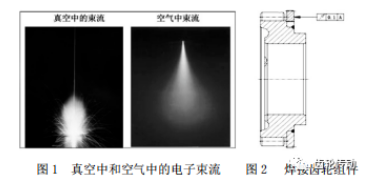
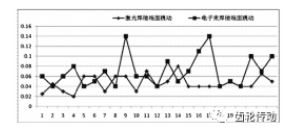
图 3 激光焊接和电子束焊接的变形量
2 热后焊接
近年来,随着对齿轮精度要求的提高,磨齿、珩齿工艺开始进入普及的快车道,对于图 2 这种结构的齿轮,热后焊接就不可避免了。不同于热前焊接的是,对于常用的齿轮钢种如 20CrMnTiH 或 20MnCr5 等,除了焊接气孔和焊缝有效长度等缺陷外,由于渗碳层的存在,使焊接区域的连接十分脆弱,在该区域也容易产生微观裂纹,造成产品不能使用。传统的实验室方法是在齿轮进行渗碳淬火前对需要焊接的区域涂抹防渗剂,但这种办法在大批量生产中就不适合了。
目前行业内采取的焊前措施主要有两项:1 去除渗碳层:通过热后车削渗碳层的办法来改善接合区域焊接性能,对于一个典型的变速箱齿轮,一般要去除不低于 1mm 的余量;2 预热处理:由于渗碳层和齿轮基体之间还存在热影响区域,通过机械是不能完全去除的,而直接焊接容易产生裂纹,焊前预热可以很好地减少此问题的发生,其基本原理是通过降低焊接时温度差引起的热应力来减少和消除内应力,避免裂纹发生,焊前预热过程要求加热过程均匀,不同的厂家对预热温度有不同的要求,但一般都在 140℃或 160℃左右,预热时间 5-10S。
3 差速器焊接
差速器是汽车中不可缺少的部件,传统的设计方案是将齿圈和壳体以高强度螺栓进行连接。如齿圈的一种常见加工路线为:精车-钻孔-滚齿-热处理-热后车-磨齿等。机械加工完成后,在装配工序,还有压装(壳体)-螺栓拧紧的工序,其中螺栓拧紧有严格的扭矩要求。
但在应用激光焊接后,通过简化工件结构如图 4,齿圈的工艺路线就大为优化了,其工艺路线可以是:精车-滚齿-热处理-热后车-激光焊接-磨齿,不需要装配工序,同时壳体加工也减少了钻孔工序。可以看出,应用激光焊接后,减少了工序流程,同时零件加工中需要重点控制的过程特性也减少了(如螺栓孔的位置度,螺栓安装的扭矩等)。且因为采取焊接后磨齿代替了磨齿后装配,在同样的加工精度下,极大地提高了齿圈的装配精度。

图 4 可焊接差速器结构
对于如图 4 这种差速器,其焊接也有一些新的特点:1 激光清洗:一般焊前清洗使用的是水基清洗剂,但由于差速器的壳体材料多为球墨铸铁,其焊前清洗应采用激光清洗,为什么呢?这是因为为了保证防锈和耐腐蚀性,有的厂家在差速器的壳体表面进行了磷化处理,而磷是一种有害元素,激光清洗的一个重要目的是去磷化,这是水基清洗剂所不能的;2 异种材料焊接:焊接过程中存在异种材料焊接的特点(壳体的材料多采用球墨铸铁,齿圈多采用低碳合金钢),而异种金属材料焊接容易生成硬而脆的金属化合物,因此必须尽量增加异种金属材料之间焊接强度,目前国内外普遍认可的是采用填丝焊接,使用特定材料制备的焊丝进行填充;3 预热处理:壳体的材料(球墨铸铁)是含碳量很高的材料,齿圈经过渗碳淬火处理,基于防止焊接裂纹的目的,焊接前必须经预热处理。
4 激光焊接工艺及设备
目前,激光焊接的工艺主要包括:清洗-压装-预热(可选)-焊接-(超声波)探伤。清洗即需要去除焊接表面的杂质,保证表面清洁度,如果有杂质,在焊接时容易产生气孔等问题;压装是通过机械力的作用使两个零件紧密的结合在一期;预热是可选的,热前焊接一般不需要预热,但为了避免焊接裂纹,含碳量高的零件和热后焊接就需要预热了;焊接则是通过激光的热量使零件焊接区融化后凝固,由于温度很高,激光焊接时会产生大量的烟雾和焊渣,在设备上最好选配除烟雾系统和去焊渣装置。(超声波)探伤则主要通过检查焊缝完整率和焊缝内的气孔数量来对焊接质量进行判断,以保证焊缝可以满足设计扭矩。
在世界范围内,包括 EMAG、Felsomat、Arnold、FIVES 是全球主要的激光焊接设备生产商,以 EMAG 的 ELC 系列激光焊接线为例(如图 5),其能够满足从清洗、压装、焊接到探伤的一整套工序流程,配备自动化料道,可以实现一次上料即完成全部工序,操作者只需要进行简单的上料、下料操作,减少了人的因素对焊接过程的影响。

图 5 EMAG 激光焊接线
5 结束语
必须看到,激光焊接特别是配备固固体光纤激光发生器的激光焊接设备已经表现出了很大的技术优势和可应用性,有极好的发展前途。因此,探索和研究怎样更好的应用激光焊接保证产品质量和扩大激光焊接的应用范围等大有可为。
标签: 激光焊接
上一篇:引领齿环全序加工新潮流
免责声明:凡注明(来源:齿轮头条网)的所有文字、图片、音视和视频文件,版权均为齿轮头条网(www.geartoutiao.com)独家所有,如需转载请与本网联系。任何机构或个人转载使用时须注明来源“齿轮头条网”,违反者本网将追究其法律责任。本网转载并注明其他来源的稿件,均来自互联网或业内投稿人士,版权属于原版权人。转载请保留稿件来源及作者,禁止擅自篡改,违者自负版权法律责任。
相关资讯


![]() 最新新闻
最新新闻
网站简介 | 会员服务 | 联系方式 | 帮助信息 | 版权信息 | 网站地图 | 友情链接 | 法律支持
齿轮头条网--齿轮与先进制造业的“全媒体”综合资讯平台
 客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
鑫格尔传媒(北京)有限公司 geartoutiao.com Copyright ©2020-2025,All Rights Reserved 版权所有 不良信息举报中心 | 京ICP备 18007354号-2 | 京公网安备 11011202002671号




 网站客服
网站客服