时间:2022-03-30来源:焊接技术 作者:罗小林等
0 引言
随着钢铁、石油化工、舰船、 电力和汽车等工业的发展, 各种低合金高强钢、中高合金钢、超强钢以及各种合金材料应用日益广泛。 在焊接生产上带来许多新的问题,其中较为普遍而又严重的就是焊接时产生冷裂纹。 国内外的焊接结构由于冷裂纹而引起了许多的重大事故,造成重大的财产损失并且威胁人民的生命安全。
近年来,对钢铁、石油化工、舰船、电力方面冷裂纹研究较多,但对汽车工业方面冷裂纹研究较少。 随着汽车工业的发展,焊接工艺在齿轮组件等汽车零部件上的运用日益广泛, 冷裂纹产生的危害日益增多, 因此, 文中以冷裂纹产生的原因展开, 以汽车变速器齿轮组件为例进行研究。 通过以格特拉克 (江西) 传动系统有限公司生产的 DCT300 汽车 变速器齿轮组件为例,从降低扩散氢含量、改善组织等方面提出多种解决方法。
1焊接冷裂纹定义及分类
当焊接接头冷却到较低温度下时产生的焊接裂纹称之为冷裂纹。 焊接冷裂纹主要分布在焊道下、 焊缝根部、 焊趾、 焊缝表面。其断裂条件是:ε≥δmin时发生断裂, 即焊接接头局部位置的延性 δmin 小于所承受应变力 ε 的作用。
焊接冷裂纹包括淬硬脆化裂纹、延迟裂纹、低塑性脆化裂纹。淬硬脆化裂纹是指淬硬倾向大的钢 在焊接热循环作用下产生淬硬组织, 在应力作用下产生裂纹。延迟裂纹指焊接接头冷却到室温后并在 一定时间 (几小时, 几天, 甚至 10 几天) 才出现的 焊接冷裂纹称延迟裂纹。 延迟裂纹的影响因素有淬硬组织、氢、应力。低塑性脆化裂纹指被焊母材或 焊缝金属本身塑性过低,在焊接热应力和拘束应力作用下,发生的应变大于其延性而产生的裂纹。低塑性脆化裂纹与氢的作用无关,与焊接形成的脆硬组织也无必然联系,根本原因在于母材塑性过低。
2 冷裂纹与热裂纹的区别
冷裂纹与热裂纹的区别主要表现在产生条件、产生部位和方向、外观特征和金相结构上,其区别见表 1。 其中也有一些特殊的情况,如冷裂纹有的可以延至几小时到几星期甚至更长时间才会出现,有的冷裂纹是沿晶界开裂,如图 1 所示。
表 1 冷裂纹与热裂纹区别
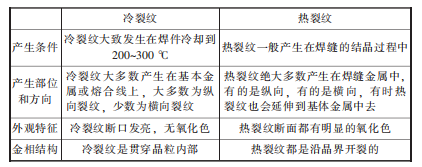
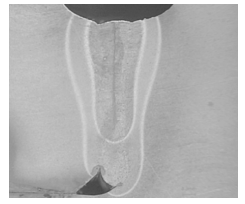
图 1 金相图片中裂纹
3 焊接冷裂纹的产生原因
近缝区的加热温度会在高强钢淬硬时变得很高,使奥氏体晶粒发生严重长大,粗大的奥氏体将在快速冷却下转变为粗大的马氏体。 而马氏体是一种易发生断裂的脆硬组织。 因此在焊接接头有马氏体存在时, 裂纹易于形成和扩展。
不当的焊接工艺以及母材与焊材匹配不当是冷裂纹产生的主要原因。 前者主要原因是焊接处存在游离水和结晶水, 表现在母材、焊材、环境湿度偏高,在焊接过程中,水分及有机物经电弧分解产生 H,进而出现氢脆现象。后者主要因为母材与焊材中 B, V, Mo, Co, C 等元素含量不一致,导致两者淬硬敏感性存在差异,进而产生冷裂纹。 除此之外,焊接速度、环境温度、夹渣、焊接不充分等因素也将影响冷裂纹的产生。
4 防止冷裂纹产生的解决方法
根据冷裂纹的影响因素,对格特拉克 (江西) 传动系统有限公司生产的 DCT300 汽车变速器齿轮组件进行分析,主要从材料成分及碳当量、齿轮有效硬化层深偏高、齿轮硬车 1 余量不足、预热温度低等方面对齿轮组件进行分析,并找到防止冷裂纹产 生的方案。
确认焊接母材适宜性,根据焊接性的w(C)eq (碳当量) 对焊接母材进行评估。 当 w(C)eq≤0.4%,焊接性好; 当 w(C)eq=0.4%~0.6%,焊接性稍差,焊前需适当预热; 当 w(C)eq≥0.6%,焊接性较差,属难焊材料, 需采用较高的预热温度和严格的工艺方法,其碳当量计算公式见式(1):
随机挑选 5 件齿轮毛坯和齿圈外购件进行光谱检测,并计算碳当量。计算结果平均 w(C)eq 为 0.6% 左右, 因此,齿轮组件材料焊接性稍差,焊接之前零件需进行预热。
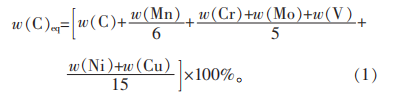
对齿轮有效硬化层深 CHD 进行分析,根据要求, CHD 在 0.6~0.9 mm 之间为合格。将齿轮有效渗碳层深进行绘图分析,如图 2 所示。
图 2 有效硬化层深 CHD
根据图 2 可得, 齿轮组件有效硬化层深 CHD 均 在要求的 0.6~0.9 mm 范围内,检测结果合格,所以该因素对焊接冷裂纹并不产生影响。
确定齿轮硬车 1 余量对焊接冷裂纹的影响,对裂纹断口能谱分析,将断口处标记 6 个谱图,如图 3 所示。裂纹断口能谱分析结果见表 2。
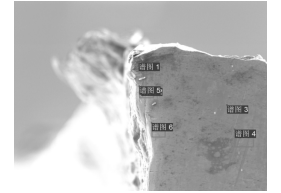
图 3 断裂口电子图像
表 2 裂纹断口能谱分析结果 (%)
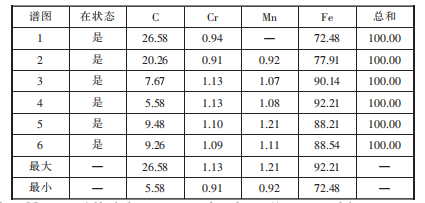
根据裂纹端口能谱分析,从 C 含量的趋势看出,齿轮外圆表明有增碳,表明在焊接工序毛坯焊接外圆渗碳层未完全车削掉。对比 DCT, NST 工厂 DCT300六档齿轮硬车 1 余量、DCT250 六档齿轮和五档齿轮硬车 1 余量,分析齿轮硬车 1 余量对焊接产生冷裂纹情况,见表 3。
表 3 齿轮硬车余量
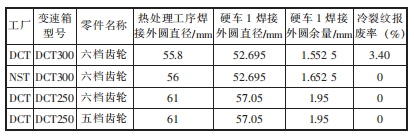
齿轮硬车 1 余量不足,对冷裂纹报废率影响较大。所以可以通过增加硬车 1 焊接外圆余量来减少冷裂纹报废率。
据冷裂纹产生原因,焊前预热是可焊性较差的高强度钢防止冷裂纹行之有效的方法。对齿轮焊接冷裂纹数量结果分析,对预热温度进行检测,在焊接工位使用红外温度计测试焊接前零件表面温度。对齿轮预热温度进行控制,在进行 300 次焊接后,对不同的预热温度试验结果进行分析,见表 4。
表 4 齿轮预热温度验证
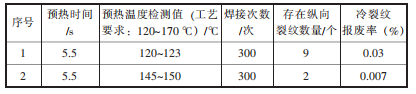
通过表 4 中预热温度对比可发现,预热温度对冷裂纹报废率有显著性影响。预热温度高时,废品率较低; 预热温度低,废品率高。所以提高预热温度对减少焊接冷裂纹有较好的作用。
5 结语
焊接技术在汽车零部件生产中处于初步发展应用阶段, 由于冷裂纹的潜伏期,焊后数小时乃至更长时间才能出现。 DCT300 汽车变速器齿轮组件的碳当量达到 0.6%, 焊接性较差,所以减少冷裂纹是总体质量及安全性的关键点。通过固定六档齿轮焊接外圆毛坯尺寸及固化预热工艺参数,可有效地防止焊接冷裂纹的产生,从而减少事故的发生,为汽车零部件焊接技术提供了较普遍的指导意义。
标签: 汽车齿轮
免责声明:凡注明(来源:齿轮头条网)的所有文字、图片、音视和视频文件,版权均为齿轮头条网(www.geartoutiao.com)独家所有,如需转载请与本网联系。任何机构或个人转载使用时须注明来源“齿轮头条网”,违反者本网将追究其法律责任。本网转载并注明其他来源的稿件,均来自互联网或业内投稿人士,版权属于原版权人。转载请保留稿件来源及作者,禁止擅自篡改,违者自负版权法律责任。
相关资讯
网站简介 | 会员服务 | 联系方式 | 帮助信息 | 版权信息 | 网站地图 | 友情链接 | 法律支持
齿轮头条网--齿轮与先进制造业的“全媒体”综合资讯平台
 客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
鑫格尔传媒(北京)有限公司 geartoutiao.com Copyright ©2020-2025,All Rights Reserved 版权所有 不良信息举报中心 | 京ICP备 18007354号-2 | 京公网安备 11011202002671号









 网站客服
网站客服