时间:2022-03-11来源: 作者:徐 超
0前言
当今汽车行业的发展日新月异,那么汽车部件的加工也发生了翻天覆地的变化,汽车中的变速器齿轮和同步器加工工艺方案也随之改进,由原来的花键压装配合,到现在的电子束焊接,改进后一方面节约很大成本,另一方面提高了加工节拍,但在焊接中难免会出现一些小的缺陷,本文就加工过程中的缺陷的产生和解决方案做了详细的分析,并简述了电子束焊接的基本概念和原理。
1.电子束焊接基本概念和原理
1.1.电子束焊接
电子束焊接是在真空状态下,通过高加速电压(30~60KV)的作用下,使电子的运动速度加至到光速的 ~
~ 倍时;电子流冲击工件的局部表面,在极短的时间内由电子束的动能转化为热能,使工件的局部表面材料迅速熔化及冷却结合的过程,即电子束焊接。
倍时;电子流冲击工件的局部表面,在极短的时间内由电子束的动能转化为热能,使工件的局部表面材料迅速熔化及冷却结合的过程,即电子束焊接。
1.2.焊接工艺参数
在工件的材料、结构、和一定的焊接条件下(加压、加流、速度、时间、聚焦等)拟定确切的焊接方法,及焊接后处理的一系列的技术数据。
1.3.材料焊接性能(碳当量)
在焊接过程中,影响钢材焊接性能的主要因素是化学成分。实践证明,在各种元素中,碳对冷裂的影响最为显著,因而,人们就将包括碳在内的各种元素对淬硬,冷裂的影响折合成碳的相当含量,并叠加起来称为碳当量。其碳当量作为粗略评估钢材焊接性的一种参考指标。
国际焊接学会(IIW)所推荐的碳钢和低合金钢碳当量CE计算公式为:

1.4.线能量(J)
焊接时对有焊接热源输入给工件单位长度焊缝上的热量:
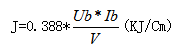
Ub: 加速电压 Kv
Ib:电子束电流 mA
V:焊接速度 Cm/min
1.5.电子束焊接工作原理图
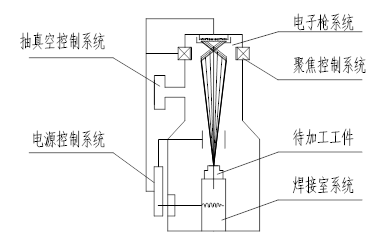
(1-1)
2.电子束焊接过程中参数的确定
电子束焊接非同于其它方式的焊接,电子束焊接是直接通过加热工件局部表面,使工件的局部表面受热熔化后,相互融合的一种不需要外补加焊料的一种特殊的焊接过程,其影响焊接形成的因素如下:
2.1、高压(0~60)Kv
高压在焊接过程中主要是改变焊接的深度,因为当高压升高时,加大了电子束的功率,同时将电子枪的聚焦性能也有了改善,这样使电子束焦点的功率密度大为增加,同时还使电子束的活性区加长,有利于增加焊接的深宽比。
H活性区在不同位置时焊接成形情况
2.2、束流(0~80)mA
电子束电流简称束流,也是提高电子束的功率有加大焊接的深度的趋势。但是束流的加大,一方面:使电子光学系统得聚焦性变坏,过大反而会有减小熔深;另外一方面:过大的焊接束流,会使工件发生热变形。
2.3、焊接速度(Cm/min) (0~50)mm/s
焊接速度是焊接过程中重要参数之一,在不改变其它参数的前提下,若提高焊接的线速度,那么相应的就减小了焊接的线能量。焊缝的深度、宽度相应按比例减小,那么焊接工件的变形有了进一步的改善,亦之相反。
如果调整其它参数维持焊接的线能量不变(Ub*Ib)/Vc*0.388,那么增加了焊接线速度,反而会增加熔深,因为较快的焊接速度有利于排斥液态金属的封口效应。
2.4、工作距离(40~150)mm
工作距离是指聚焦控制系统中的磁透镜中心与焊接工件表面的距离。
工作距离的大小可通过工件的厚度直接改变,也可以通过增减聚焦电流,使电子枪的压缩比增加/减小,获得束斑的直径变大或变小来间接的控制工件距离大小。
增加工作距离则熔深相应减小,反之则增大。
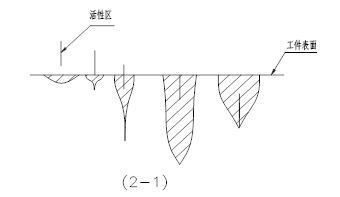
2.5、聚焦位置(20~300)mm
焦点位置是决定焊接深度焊接宽度比的重要因素,焦点在工件的表面处,称为表面聚焦即“焦点” ;焦点在工件上方时,称为上聚焦即“浮焦” ;焦点在工件下方时称为下聚焦即“埋焦” 。
在电子束焊接过程中,焦点附近总是存在一段束斑点变化不大,功率密度几乎相等的区域,即称为活性区。见“2-1”图所示。
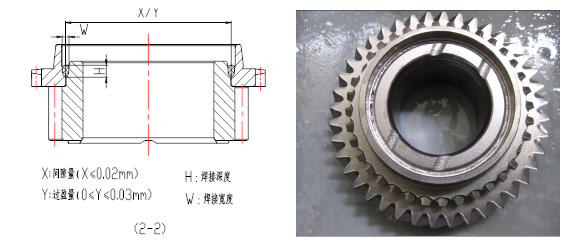
从实验过程中得出,采用浮聚和埋焦焊接方式,比采用表面焦焊出的结果要好些。一般汽车齿轮与同步锥接合面焊接的深度为4+0.3 -0.5宽2+0.2 -0.2推荐使用浮焦或埋焦进行焊接。使用浮焦或埋焦方式焊接出的表面,比表面焦焊接出的表面要平整且宽深比较易调整。如图(2-2)所示的结构可以根据实际的产品要求进行浮焦或埋焦进行比较,一般情况下浮焦焊接时焦点抬高20~30mA;埋焦焊接时焦点降低10~20mA。
另外采用浮焦或埋焦的方式焊接,还可以减少或避免焊渣过多的现象。对拟定的工艺参数只作为焊接时的参考,视具体情况再进行微调;且勿非专业人员进行调整。
2.6、真空度
真空度的高低及稳定情况,将直接影响加工的焊缝深度、宽度及表面结构的平整性。一般情况下,真空度下降会使电子束产生散射,束斑变宽。聚焦疏散,能量不集中,导致焊缝宽而浅。同时由于其它的参数不稳定还会使工件表面受热不均,使焊后表面平整不均,焊接室的真空度一般为6.5Pa电子枪真空度约为7*10-3Pa。
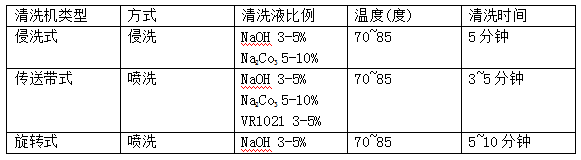
2.7、焊接工件的表面清洁度及焊接处的结构要求。
①、对于焊接的工件,在焊接前要彻底的清洗;清洗完,视实际情况用纤维抹布加丙酮擦拭,必要时进行去磁处理。
②、清洗后焊接面处应干燥、无油污、无锈蚀、无清洁剂残留。
③、对单批件或小批量件,在清洗完后,用丙酮擦拭干燥后再压配。(干燥可采用烘干机或电阻炉来做)
④、清洗机及清洗液的选用
⑤、对焊接的接头结构要求
一般焊接深4mm宽2mm时,W 1 ≥2.5mm。且接触处(焊接表面要平齐即两工件a1与a2处|a1-a2|≤0.2mm,上端面至焊接的表面距离小于8mm)可根据实验的结果可另行设计或调整,以上值只作为参考。
3.电子束焊接过程中缺陷分析及控制
在焊接过程中会经常出现外部或内部的缺陷,其主要有:焊瘤、咬边、未融合、未焊透、焊缝下陷、气孔、裂纹、弧坑等缺陷。此外影响电子束焊缝还有,焊深不均、长空洞、中部裂纹、焊缝偏离等。
3.1 焊瘤
焊瘤是在焊接过程中,由于熔化的焊缝表面或在焊穿时流到工件的背面形成的局部凸起,同时它还伴随着焊渣较多、表面下陷、内部气孔及咬边同时发生。
一、主要影响焊瘤的产生原因及分析:
①焊接过程中的真空度不稳定(即影响热规范不正确):
当在焊接过程中真空度不稳定时,可将直接导致束流的不稳定,束流的不稳定,又将导致焊接的内部存在了微裂纹的隐患。另外束流的不稳定使工件在焊接的过程中所受的热规范不均,热量突变,使形成的焊接熔化的母材凝固时起皱,便使焊接的表面产生了焊瘤。(一般情况下真空度不稳定可从真空的指示表上直接反映出来,另外也可以从焊接束流的变化上反映出来,此时要及时的维护和检测)。
②聚焦位置不正确:
试验发现,聚焦的位置不同可使焊接的表面会产生焊瘤的存在。聚焦的选择也直接影响焊接的质量,试验证明焊瘤,多易出现在采用表面焦点焊接时的产物。
③工件接合面清洁度及干燥度差和焊接的线速度选择不当:
在焊接的过程中,如果清洁度较及干燥度差时,在焊接过程中则极易产生焊渣的出现,由于焊渣在焊接的过程中飞溅,下落的过程中如果在此瞬间落入刚熔化后的母材又要结晶的母材的上表面的时候时,则这时候在此局部便形成了一处焊瘤,如果焊渣落入即将要被电子束轰击的表面的时候,这时候由于上面的焊渣则此处焊接的表面不平整,且内部的焊深不均;如果此时的焊接的速度越快时此种的缺陷越易产生,适当的降低速度将有效的改变表面的焊瘤的缺陷。
二、控制方法:
①清洁焊接的工作室,提高工件接合面清洁度及焊接处的表面干燥度;
②确保真空度及电流输入的稳定性;
③适当的选择散焦的方式焊接;
④合理拟定焊接速度。
3.2、咬边
咬边一般是在焊接过程中使熔去的金属形成沟槽及焊接的局部下陷状况。
一、 主要影响咬边的产生原因是:
①束流过大:
在焊接的过程中束流选择合适时如图(3-1);当束流过大时如图(3-2),此
图(3-2)由于焊接时束流过大,工件在此过程中的接收的线能量较多使宽深加大,即溶化的母材在自重的作用下下陷,从焊接的上表面未熔化处塌陷即所谓的咬边。
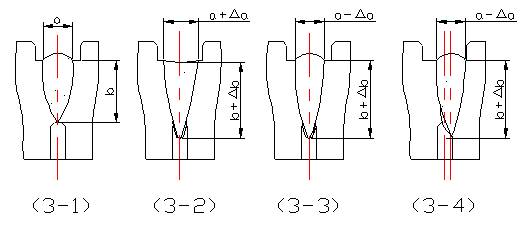
②焦点的过于集中:
焦点的过于集中时也可使焊接的表面边缘处形成咬边的现象。当焊接时焦点过于集中即表面焦点焊接时,焊接宽度相对减小,焊接的深度加大,同时一但工件焊穿时,材料下陷,那么也会形成了咬边的想象,如图(3-3)所示。
③焊接的电子束轴线于焊缝不对中:
如果焊接时电子束的轴线于焊缝不对中即偏焊时,焊接的两工件受热不均一边多熔,一边少熔,那么少熔的一边易形成咬边的现象,如图(3-4)所示。
④斑束不均:
如图(3-5)斑束不均时,焊接过程中相当于焊接的焦点在改变,则这样便也同于②的原理相似。
二、 控制方法:
①选择适当的焊接束流进行焊接(25~35)mA;
②尽量采用散焦方式焊接;
③定期的对焊接的对中性进行打点检测,批量生产时,要定量的打点测试;
④确保焊接的真空度,避免焊接时的束流的飘逸。
3.3、弧坑
弧坑是电子束焊接过程中由于束流的瞬间突变造成的。
一、主要产生弧坑的原因:
①在焊接的过程中,由于束流的突变,那么在焊接的瞬间工件所接受的线能量也突变化。根据W=U*I*0.388/V,可看出当UV稳定时I的变化,将影响W的变化,所以在焊接中的母材迅速熔化程度不均,另外在热蒸汽的反作力的情况,受热量多的局部反作用力,推动刚熔化的母材向刚凝固的表面上。母材的流动使此局部缺少材料补充,便形成了弧坑。
②如果焊接时候的启弧和收弧的时间较短暂,那么也将会形成弧坑。
二、控制方法:
①避免焊接过程中束流突然中断及焊接速度的大幅度的变化,一般束流的变化幅度不应大于0.4mA;
②适当的选择启收弧的时间,避免突启突收的现象;
③保持焊接系统的清洁度,防止焊接系统受污染,对焊接的工件要清洁干燥处理;
④预防焊接时的放电现象;
⑤适当调整焊接时的聚焦位置,如散焦焊接也可消除收尾部位弧空。
详见案例:

3.4、下陷
下陷是在焊接的过程中,使熔化后的母材整体下沉的现象它往往与弧坑相伴而产生。
产生原因分析:
下陷形成是由于束流过大、焊接速度过慢、焊接的间隙过大、焊缝边缘倒角过大,使金属在熔化过程中由于本身自重及金属熔化中的蒸汽的反作用力而造成的。
控制方法:
适当提高焊接速度,改善工件的配合部位的结构。确保加快焊接金属的冷却速度。
3.5、未焊透
未焊透是在焊接的深度尺寸上没有达到要求,焊接底部没有焊实。
产生原因分析:
影响未焊透是焊接时电子束线能量不够、束流偏小、焊接速度偏大,焊接参数选择不当造成。
另外,其实际的电子束的落点与理论的焊接全长上由于位置偏差,也会造成未焊透的直接因素。
控制方法:
严格控制焊接时的焊接轨迹、保证焊接处清洁、合理选择焊接束流和焊接线速度。
3.6、气孔
气孔是金属材料在焊接熔化过程中的残余气体,及焊缝中的氧化物、氮化物、有机物等,在此过程中析出或气化而造成的;另外也由于金属的结晶速度过快,使得气体来不及从金属中溢出便直接形成了气孔。
控制方法:
①确保工件清洁度;
②清洁的工件要烘干后压配;
③尽量不选用含氢、氮、氧等成分较高的材料;
④适当的减小焊接线速度。(对产品的结构调整,增加通气槽)
3.7、熔池不均
熔池不均主要是在未焊透的情况下出现的。一般在焊缝的根部出现缺陷是小空洞或U形的微裂纹。小坑洞可在超声波探伤机里可以检测出来,但U形的微裂纹超声波检测不出来。U型的裂纹是由于焊接过深时,底部的热量不足以使母材熔化,是由于上部熔化的母材自重时,往下流至底部没遇两界面充分结合的界面,即U形的微裂纹。此种的缺陷都是熔池不均造成。
控制方法:
改变焦点的位置,选择散焦焊接,使焊接部位宽度适当加大,深度相对减小利于消除或减少此种缺陷。
3.8、焊偏
焊偏是在焊接过程中实际的焊缝与理论的焊缝不重合。
控制方法:
①消除焊接室及电子枪的磁场干扰;
②保证焊接夹具的精确度(单工作台夹具跳动控制在0.03mm,多工作台控制在0.05mm之间);
③定期的对焊接的工件打点测试。
3.9、裂纹
裂纹是焊接过程中或焊后最易产生的缺陷。一般出现在焊缝中下部或中上部,在金相检测过程中发现呈 “微细条纹”状。
微裂纹按形成机理分为:热裂纹和冷裂纹
A、热裂纹:是在焊缝金属由液态到固态转变过程中产生的。其主要的原因是由于焊缝中存在低熔点的物质(如焊件中存在硫、磷等杂物过多,就易产生热裂纹),或在较大焊接应力的作用下引起晶粒破裂所形成。
焊接金属内“热裂纹”形成的过程:“焊接金属当凝固至A3范围以上的高温度区时便会容易形成热裂纹。因金属在凝固的末期 ,在固液两项共存阶段的晶界处易形成结晶裂纹,微观特征沿晶扩展,另外又沿柱状晶界扩展形成晶间裂纹。”而热影响区的裂纹通常会沿着原始奥氏体化晶界的扩展。严重情况下热裂纹可扩展到表面。从金相试验看出在焊接过程中严重的热裂纹表面在高温下于空气形成氧化颜色存在。而在焊接中同时又会因焊接处的表面不洁净形成焊渣飞溅,但焊渣并不与焊缝处的金属相溶,这说明焊渣的凝固温度比母材体温度低,由此热裂纹是在固相线附近的温度区形成的,且从热裂纹沿晶粒边界分布的特点来看,说明他是在液相最后凝固的阶段形成的。
在电子束焊接过程中 ,为了避免焊接时的热裂纹,首先选用小的束流焊接一周进行预热,然后在加大束流进行封焊,这样可避免或减少热裂纹。
B、冷裂纹:是在焊缝冷却过程中产生的,其原因主要是由于焊缝或热影响区内产生了淬硬的金属组织在较大的应力下,引起晶粒内部破裂(如含碳较高和合金元素较多的材料,就易产生冷裂纹)
焊接金属内“冷裂纹”形成的过程:由于焊接的金属在凝固和冷却的过程中发生了体积的收缩的变化,对于焊缝的临近温度较低晶体会对它们的收缩产生约束力,由此形成了内应力;如果刚结晶部位的晶体的某些薄弱部分,如晶界处强度不足以抵抗这种内应力,则被拉开形成了冷裂纹。
另外,产生的裂纹还于焊接的工件的结构及冶金因素有关,如果焊接的工件壁较薄,那么焊接后的工件将产生较大的变形,由于变形则使内部的组织被受到应力作用也会使内部撕裂,形成微裂纹。对于冶金因素同样如此。
控制方法:
①使焊接后的工件迅速转入保温介质中使之缓慢冷却下来,则避免或减少冷裂纹(如在保温介质中保温70~120度,保温时间10~15分钟即可)
②在材料上选择碳当量小于0.4%时焊接基本上也不会出现冷裂纹。
③适当的减小焊缝的宽度也可以减小或消除微裂纹。
④确保焊接部位的干燥度及清洁度,减少焊渣的产生,也可减小或消除微裂纹的存在。
3.10、长空洞:
长空洞即在焊接的部位上表面一周内存在一段连续局部未熔实的空间。
产生原因:
①焊接的启弧时间过短暂;
②局部存在杂物或清洁度差或局部有水蒸气排不出造成;
③焊接时的束流不稳定。
控制方法:
避免上述的现象,首先在焊接时加上小束流进行预热焊接便可以消除此种的缺陷。
其次要拟定相对应的焊接束流与焊接速度,且考虑避免焊接后的工件变形前提条件下进行。
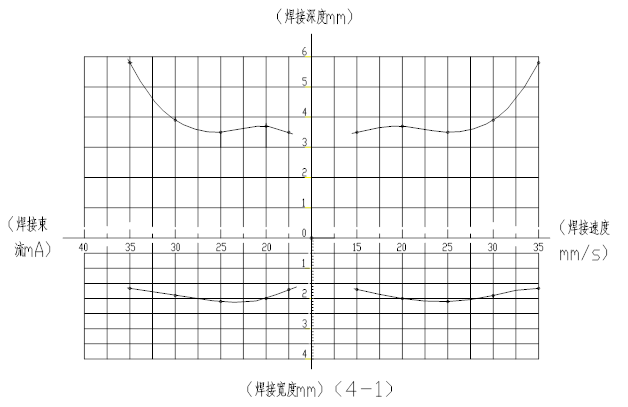
3.11、加工能力曲线图(4-1)
加速电压:60KV 工作距离:110mm
焊接室真空度:6.5Pa 材料:25MnCr5
功率:12KW(4G)
4.结论
电子束焊接工艺确定及缺陷分析,是通过在实际的加工中遇见的问题,并对问题进行分析和总结得出的结论,在生产过程中解决了焊接存在的各项缺陷问题,并在大批量的生产中发挥了重大的现实意义。
电子束焊接特别适用于汽车行业中齿轮、涡轮增压器等类似的工件的大批量生产,满足焊接变形在0.02mm以内高精度高效率焊接,同时通过焊接参数的调整,可以达到拟定的焊接深度和焊接宽度,焊接产品结构特别灵活。
在焊接过程中只要合理的控制焊接束流、焊接速度、焊接时间和焊接的焦点那么就比较容易的控制焊接过程中缺陷的产生,如同文章中所分析,那么在焊接中就很容易的解决了焊接过程中的缺陷。
标签: 齿轮加工
免责声明:凡注明(来源:齿轮头条网)的所有文字、图片、音视和视频文件,版权均为齿轮头条网(www.geartoutiao.com)独家所有,如需转载请与本网联系。任何机构或个人转载使用时须注明来源“齿轮头条网”,违反者本网将追究其法律责任。本网转载并注明其他来源的稿件,均来自互联网或业内投稿人士,版权属于原版权人。转载请保留稿件来源及作者,禁止擅自篡改,违者自负版权法律责任。
相关资讯
网站简介 | 会员服务 | 联系方式 | 帮助信息 | 版权信息 | 网站地图 | 友情链接 | 法律支持
齿轮头条网--齿轮与先进制造业的“全媒体”综合资讯平台
 客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
鑫格尔传媒(北京)有限公司 geartoutiao.com Copyright ©2020-2025,All Rights Reserved 版权所有 不良信息举报中心 | 京ICP备 18007354号-2 | 京公网安备 11011202002671号









 网站客服
网站客服