时间:2022-03-10来源: 作者:
拥有精湛的工艺与技术能力的合作伙伴——利勃海尔
面对电动车齿轮技术的革新问题利勃海尔齿轮加工技术有限公司早就把它调整为首要战略目标。
工艺和方案
举例来说,在工艺方面,使用无需修整的 CBN 蜗杆砂轮对齿轮进行展成加工,以此来提高过程安全性。在硬齿面精加工过程中对齿轮进行超精磨和持久抛光可降低表面粗糙度。另外,采用外径较小的砂轮在砂轮超行程的情况下加工有干涉结构的齿轮。
在齿面拓扑方面,利勃海尔提供了齿部修形方案。如无偏差拓扑磨削通过有针对性的齿端修缘(GER) 实现承载力优化。为了降低噪音,可以在齿面上实现特定的波纹(Noise Excitation Optimization,噪音优化),或在精加工时加大齿面对角线位移量,达到随机打乱磨削纹路的目的(Silent Shift Grinding,静音切向位移磨削)。
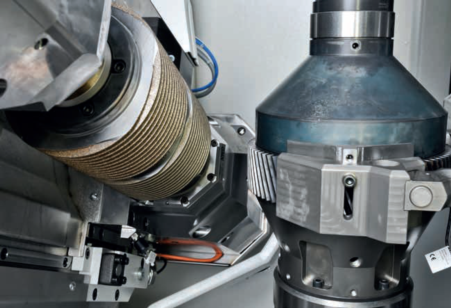
(应用实例:使用无需修整的CBN砂轮对e-drive总成驱动齿轮进行展成磨齿)
刀具材料:CBN蜗杆砂轮
需要做的拓扑修改越多,就越有必要考虑刀具材料问题——CBN刀具是个极具性价比的选择。对于很多应用来说,使用刚玉蜗杆砂轮磨削是个良好的解决方案,但是在对拓扑要求较高的磨削中,由于需要修整,刚玉蜗杆砂轮的使用会受到限制。利勃海尔独家自研产品——无需修整的 CBN 蜗杆砂轮,可以为用户提供一系列优势:
一、 刀具使用寿命长,可以保证较高的过程稳定性
二、 修整时能大幅降低出错的概率
三、 刀具操作轻松简单;大幅度降低测量和测试成本。
比如,对于齿端修薄的拓扑磨削工艺来说,CBN砂轮磨削在工件成本方面明显低于刚玉砂轮磨削。即便是 Rz 粗糙度小于 3 微米的最精细表面,也能使用 CBN蜗杆砂轮加工出来。

小型工件夹紧解决方案
在生产用于电动自行车的齿轮工件时,遇到的挑战往往是复杂的测量和小模数。 为了高质量地生产出这些工件,在磨削过程中,必须保证夹紧技术精度高还要速度快。 采用专用夹紧解决方案,即便是结构易发生加工干涉的小型部件(比如模数为 0.6 mm 的驱动轴),也能顺利加工出DIN 1-4 级精度的齿轮。

机床方案:
利勃海尔独有的经济的且可重复采用的单工作台机床方案, 可以实现最佳的径跳和最高的重复定位精度。对于要求微米级质量控制和持续生产零部件的应用来说,这可谓是一项不可或缺的技术优势。尤其在中小批量生产中(为电动汽车生产部件时时有发生),这个方案非常经济,可在较短的装配时间内实现快速投产。
标签: 磨齿机
下一篇:韩国ISNT滚齿机
免责声明:凡注明(来源:齿轮头条网)的所有文字、图片、音视和视频文件,版权均为齿轮头条网(www.geartoutiao.com)独家所有,如需转载请与本网联系。任何机构或个人转载使用时须注明来源“齿轮头条网”,违反者本网将追究其法律责任。本网转载并注明其他来源的稿件,均来自互联网或业内投稿人士,版权属于原版权人。转载请保留稿件来源及作者,禁止擅自篡改,违者自负版权法律责任。
相关资讯
网站简介 | 会员服务 | 联系方式 | 帮助信息 | 版权信息 | 网站地图 | 友情链接 | 法律支持
齿轮头条网--齿轮与先进制造业的“全媒体”综合资讯平台
 客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
鑫格尔传媒(北京)有限公司 geartoutiao.com Copyright ©2020-2025,All Rights Reserved 版权所有 不良信息举报中心 | 京ICP备 18007354号-2 | 京公网安备 11011202002671号








 网站客服
网站客服