时间:2021-12-22来源:昂科机床 作者:
国际能源署(IEA)的可持续发展方案(Sustainable Development Scenario)中为电动汽车(EV)的发展制定了目标,到2030年实现2.45亿辆电动汽车的库存,约占市场份额的30%。为此各国争相发展电动汽车行业,努力解决这个飞速增长的行业所面临的制造难题。
根据《2021年全球电动汽车展望》,到2020年底,全球道路上已有一千万辆电动汽车,未来十年电动汽车将呈现迅猛的增长趋势。2020年,受到新冠疫情的影响,尽管全球汽车销量整体下滑16%,电动汽车的注册量却增加了41%。2020年,全球范围内约有370款电动汽车上市,比2019年同比增长40%。宝马和通用汽车集团等全球最大20家原始设备制造商中已有18家承诺将增加电动汽车的供应和销售。
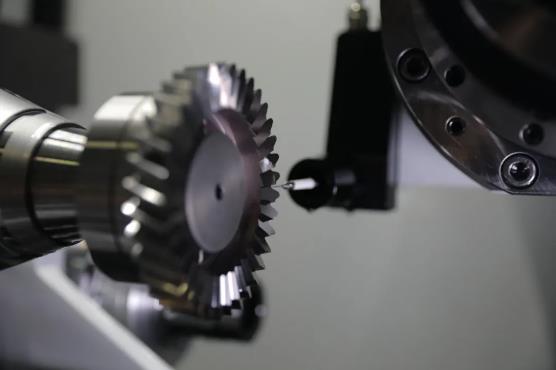
滚插是制造电动汽车齿轮的最有效方法。GCX Linear整合多种前沿科技,开发了在线测量等新技术,显着改善滚插刀具的制造工艺。它满足了市场发展的需求,是齿轮刀具制造和修磨的完整解决方案。GCX Linear已成为制造精密硬质合金和高速钢滚插刀的全新标杆。GCX Linear 采用了模拟探针在线测量技术,实现了精确的闭环制造过程,突破了滚插刀生产的又一技术瓶颈。
延长使用寿命、消除噪音: GCX将齿轮等级从DIN 10级提高到DIN 6级
45%的齿轮产品用于汽车变速器。电动汽车业的发展彻底改变了对齿轮行业的需求。高达2万 rpm的高发动机转速意味着需要更高的传动比来提高效率。新的变速箱设计中通常使用行星齿轮系。在行星齿轮系统中,太阳齿轮和行星齿轮是装配在齿圈内的外齿轮。外齿轮通常是滚齿后再磨削加工而成的。
内齿轮的传统加工方式是插齿或拉齿。插齿速度慢,效率低,而拉齿则要依赖非常笨重的拉刀。由于新型电动车的变速器设计更加紧凑,另一个趋势是在一个轴上近距离安装两级齿轮。但两级齿轮会有干涉影响,较小的齿轮就无法通过滚齿加工制造。
对于电动汽车客户而言,消除噪音同样重要。电动汽车齿轮需要有更高的精度和更好的性能,内齿轮的加工精度需要从DIN 10级提高到DIN 6级。所以,滚插技术被齿轮行业视为生产内齿轮的革命性新工艺,它能满足数以百万计的电动汽车内齿轮的生产需求。GCX实现了更严格的公差,确保齿轮的精确性,以应对更长使用寿命和消除噪音的挑战。
滚插技术是一种连续去除材料的加工方式,结合了滚齿运动和插齿运动。齿轮刀具与齿轮啮合的同时沿齿轮的轴向移动。它比插齿工艺的效率提高了5到10倍。滚插工艺的切屑小,表面光洁度好,齿轮质量高。在齿轮热处理后进行的‘硬滚插’需要较难加工的整体硬质合金滚插刀具。
GCX Linear解决了精密滚插刀制造上的多项难题,下期我们详细讲解。
标签: 滚插刀
免责声明:凡注明(来源:齿轮头条网)的所有文字、图片、音视和视频文件,版权均为齿轮头条网(www.geartoutiao.com)独家所有,如需转载请与本网联系。任何机构或个人转载使用时须注明来源“齿轮头条网”,违反者本网将追究其法律责任。本网转载并注明其他来源的稿件,均来自互联网或业内投稿人士,版权属于原版权人。转载请保留稿件来源及作者,禁止擅自篡改,违者自负版权法律责任。
相关资讯
网站简介 | 会员服务 | 联系方式 | 帮助信息 | 版权信息 | 网站地图 | 友情链接 | 法律支持
齿轮头条网--齿轮与先进制造业的“全媒体”综合资讯平台
 客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
鑫格尔传媒(北京)有限公司 geartoutiao.com Copyright ©2020-2025,All Rights Reserved 版权所有 不良信息举报中心 | 京ICP备 18007354号-2 | 京公网安备 11011202002671号









 网站客服
网站客服