时间:2021-12-09来源:TAMIX株式会社 作者:井上大充男
珩磨设备研发的初衷,主要是针对发动机缸体的镜面效果以及为了达到交叉纹储油润滑的效果。随着各类部件的内圆精度要求越来越高,当原来使用内圆磨进行加工的某些产品无法做到相应的精度,珩磨工艺才逐步地被作为后道工序,用于此类产品的加工。特别是对于内圆磨很难加工的小孔径产品,通过珩磨工艺满足了其各项精度要求,从而提高了珩磨在磨削加工领域的比重。
后来,在多冲程涨珩工艺以外,单冲程铰珩加工(ONEPASS)开始普及,成为新的主流加工方法。单冲程铰珩除了使更小孔径的产品也可以实现高精度加工,同时在其它产品中也逐步达到了和涨珩工艺相同甚至更高的加工精度。
单冲程铰珩工艺和内圆磨工艺、多冲程涨珩工艺合并分类为内孔研磨工艺,对于更为接近的单冲程铰珩工艺和多冲程涨珩工艺来说,并无孰优孰劣的区分,而是要根据自己产品的特点,针对性地去选择不同的工艺。特别是面对高难度的加工要求,更需要工艺和设备融和贯通,才能展现极致的加工能力。
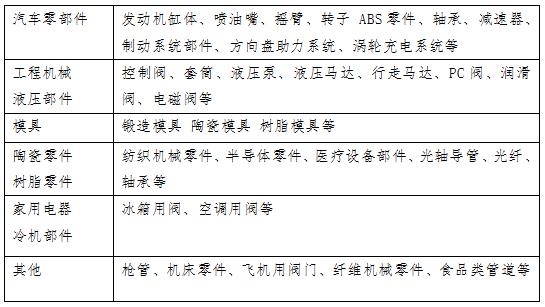
下表为珩磨加工产品的应用示例,读者可初步了解:
前面我们提到过,日本珩磨设备制造商起源于20世纪40年代。从20世纪50年代开始,由于日本经济的高速发展与市场繁荣,珩磨设备的制造商数量也增加了许多。但是,珩磨设备制造需要熟练的有经验的技术人员,很多制造商因为无法应对市场对产品精度的高要求,不断地被市场淘汰,余下的珩磨设备制造商都是拥有核心技术的企业。

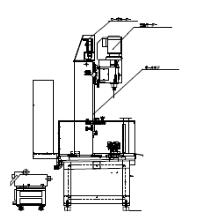
图:大孔径涨珩加工及工件(套筒)
正是因为珩磨加工需要有着丰富经验和熟练度的人员进行操作,致使即便拥有雄厚财力和市场基础的机床制造商都很难涉足其中。日本的一家机床巨头曾经组建专业团队研发珩磨工艺在其既有设备上的应用,但繁琐细腻的各类细节最终使其彻底放弃。
近年来,由于TAMIX公司研发的叠动单冲程珩磨设备结构简单,对操作者没有严格的技术要求,因此被众多设备制造商模仿,各种品牌的类似设备层出不穷。但是从实践结果来看,越是看似简单的加工工艺,代表着越为高超的技术,必须经过长期的经验积累。经过一段时间的尝试之后,由于无法跟上不停改变和提高的市场需求,日本国内的模仿厂商们大多停产。所剩无几的单冲程珩磨设备制造者也必须要从单纯的拷贝向独立自主的技术积累、技术研发方向去发展,否则也将同众多已经消失的模仿者一样,很难长期生存下去。
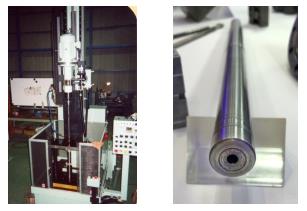
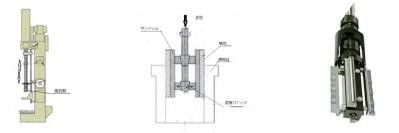
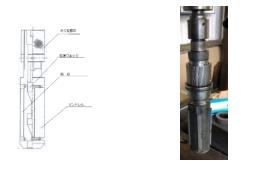
图:小孔径铰珩加工及工件(枪管)
从日本珩磨设备制造商的应用现状来看,那些经历过长期的市场检验,拥有较高品牌知名度的企业都各有专长,其所擅长的领域大抵如下:
接下来,我们将主要讨论珩磨工具扩张的多种方式。
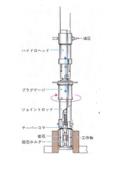
珩磨刀体、扩张楔、珩磨砂条三者组合成一个完整的珩磨刀具,一般通过推进扩张楔使珩磨条向左右张开,进而将工件内径逐渐扩大,并提高内径的尺寸精度及表面粗糙度。如下图结构:
通过扩张楔块来扩张砂条是涨珩的基本概念,在日本国内,珩磨条的扩张方法在不同的年代也经历了不同的变化。
一、螺纹扩张方法
这是通过旋转珩磨刀体上的螺丝,使扩张楔块向外推进,从而扩张珩磨条的方式。这种方式采取手动操作,每次的扩张量很有限,需要多次重复扩张来进行珩磨,所以对加工节拍的影响比较大,不太适合大规模生产。由于这种机构方式的成本相对低廉,因此目前仍在使用中。
二、使用时钟原理的扩张方法
使用齿轮和弹簧,使主轴单元每次上下移动时都产生一次扩张。这种方法通常用于小孔径工件的大规模生产加工。
三、使用液压缸进行扩展
通过安装在机器主体上的液压缸推进扩张楔块,从而扩张珩磨条。与手动方式相比,这种方法可以在更短的时间内加工,节拍可以显著优化。而且由于珩磨条受到的压力大,所以最适合加工研磨余量大的产品。缺点是压力过大时容易使珩磨条破损,或尺寸精度难以稳定。
近年来,我们利用伺服阀等油压技术可以将扩张压力自如切换到低压和高压,珩磨条的扩张也可以实现高速扩张和低速扩张,在小孔径珩磨中得到应用。
四、弹簧内置扩张方法
这是在刀柄连接部内置弹簧,通过弹簧压力扩张楔块,使珩磨条扩张的方法。由于刀柄连接部内置,易于从设备上拆卸和安装。但是,由于使用弹簧产生的压力在针对大孔径工件时扩张压力太小,因此仅适用于小孔径产品。同时这种方法的尺寸精度无法把控,更多地局限于提高表面粗糙度等,所以这种方法通常被称作简易珩磨。

五、电机扩张方法
这是在主轴部分扩张珩磨条的方法,该方法通常使用伺服电机或步进电机来推进扩张楔块,达到精确扩张的目的。电机扩张与液压扩张相比,扩张的精度更高且更稳定,但相比液压系统的重负载珩磨就显得有点逊色了。
对于圆度等精度要求严格的产品,这种方法适合于最后一道的精珩加工。由于每次上下移动以微米为单位推进扩张楔块,所以加工节拍偏长是明显的缺点。

另外,珩磨机主轴单元的升降驱动方法也是珩磨工艺的关键因素之一。珩磨设备与内圆磨及其它切削设备不同,其主轴具有低转速、高进给的特点,所以总体上还是将液压系统作为珩磨升降运动的首选。但是,液压方式的Z轴方向的定位,因进给速度而容易产生停止位置偏差,停止位置的不稳定就容易造成珩磨精度的不稳定。这也是这种方法的主要缺陷。
近年来,使用滚珠丝杠升降移动的珩磨设备越来越多,滚珠丝杆和伺服电机的组合可以在Z轴方向进行精准控制。早期因为成本太高而较少被使用,现在因为价格已经容易被接受,才更加广泛地被应用。
总体来说,日本的珩磨设备及工艺的历史并不长,但凭借着日本职人独特的钻研和创意,通过长期实践和积累经验,得以发展至今天。不过,日本大部分的珩磨设备制造商都是小型企业,在日复一日的经验积累以外,去做珩磨理论基础研究的却极少,导致珩磨工艺特别是多冲程涨珩工艺的发展严重滞后于市场的需求。即便如此,日本国内的珩磨机制造商经过多年磨练,已在技术方面成长为可与欧美高端珩磨设备制造商并驾齐驱,同时在性价比方面更胜一筹。我相信中国的珩磨机制造商也会经历类似的过程,在这过程中同样地会有落后者倒下,先进者崛起。
(下期预告:单冲程珩磨的进化史)
标签:
免责声明:凡注明(来源:齿轮头条网)的所有文字、图片、音视和视频文件,版权均为齿轮头条网(www.geartoutiao.com)独家所有,如需转载请与本网联系。任何机构或个人转载使用时须注明来源“齿轮头条网”,违反者本网将追究其法律责任。本网转载并注明其他来源的稿件,均来自互联网或业内投稿人士,版权属于原版权人。转载请保留稿件来源及作者,禁止擅自篡改,违者自负版权法律责任。
相关资讯
网站简介 | 会员服务 | 联系方式 | 帮助信息 | 版权信息 | 网站地图 | 友情链接 | 法律支持
齿轮头条网--齿轮与先进制造业的“全媒体”综合资讯平台
 客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
客服热线:010-88438553
销售热线:18611505795/18611500535/18611505587
新闻热线:18611505788
鑫格尔传媒(北京)有限公司 geartoutiao.com Copyright ©2020-2025,All Rights Reserved 版权所有 不良信息举报中心 | 京ICP备 18007354号-2 | 京公网安备 11011202002671号









 网站客服
网站客服