

开馆时间: -
举办展馆:
所属行业:
展会城市:
主办单位:
承办单位:
利用数控车床实现蜗杆砂轮开槽,减少成品砂轮的储备数量。生产企业可将储备单一的成品砂轮更改为储备蜗杆砂轮毛坯,随着生产的需求,进行蜗杆砂轮对应型号开槽业务。
1 数控设备介绍
本文使用 CK7520C 进行蜗杆砂轮开槽介绍。
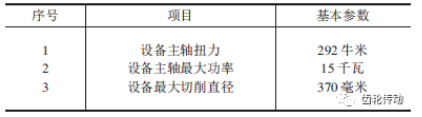
表 1 设备能力值
2 夹具、刀具设计![]()
①蜗杆砂轮利用端面压紧的方式固定在芯轴上,芯轴装夹方式由前后顶尖定位、卡爪加紧,为保证开槽精度需对砂轮安装进行检测,检测砂轮径向跳动小于等于 0.5mm,蜗杆砂轮毛坯的装夹如图 1。
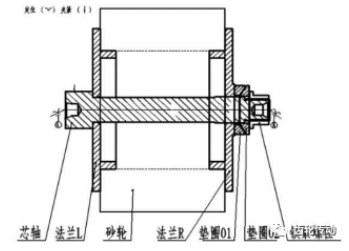
图 1 砂轮毛坯装夹
②刀片选用非标 V 型刀片焊接 PCD,PCD 的高度应大于蜗杆砂轮的槽高,刀尖圆角 R 小于等于对应金刚滚轮的顶部圆角,刀尖角度等于需求的压力角 α,如图 2。
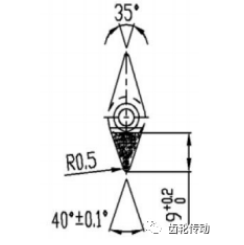
图 2 PCD 刀片
③刀杆选择考虑设备 X 轴导轨护板与砂轮干涉问题,利用为避免 CK7520C 设备 X 轴导轨护板干涉,刀杆进行非标设计,如图 3。
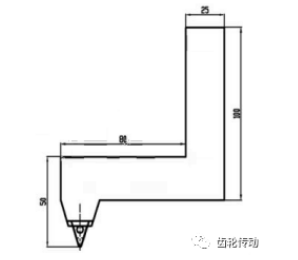
图 3 刀杆
3 蜗杆砂轮开槽参数计算
①蜗杆砂轮螺旋升角γ0

![]()
mn 为模数,N 为蜗杆砂轮头数,d0 为蜗杆砂轮外径,ha 为齿顶高;
②蜗杆砂轮螺距
③蜗杆砂轮齿厚 S0![]()
Sn 为工件分度圆齿厚,为蜗杆砂轮精修整留量 0.1mm (单边)。
④蜗杆砂轮全齿高 H0,依据三角函数转换得出:

H 为工件全齿高。
4 加工程序编制
①因 CK7520C 数控车使用 FANUC 编程系统,Q 表示分度信息,如三头蜗杆砂轮开槽时,主轴角度分度为 120°,程序段如下:
/N1
G92X275.00Z190.0F19.89Q0
G92X275.00Z190.0F19.89Q120000
G92X275.00Z190.0F19.89Q240000
/N2
G92X273.50Z190.0F19.89Q0
G92X273.50Z190.0F19.89Q120000
G92X273.50Z190.0F19.89Q240000
/N3
G92X272.50Z190.0F19.89Q0
G92X272.50Z190.0F19.89Q120000
G92X272.50Z190.0F19.89Q240000
.
.
.
/Nx
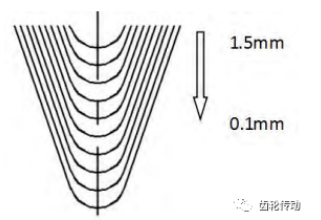
②切削线速度在 25-35m/min,每刀的车削量要随着深度的增加而减小,整体车削量在 1.5-0.1mm 间,车削形式如图 4。
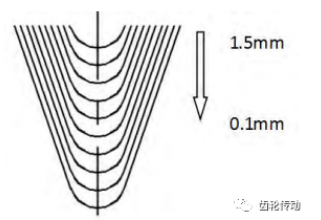
图 4 车削接触图
5 精度验证
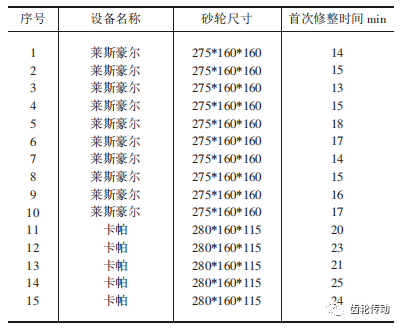
利用 CK7520C 数控车床,对卡帕磨齿机、莱斯豪尔磨齿机使用的砂轮进行开槽,并将砂轮装机验证精度,装机后首次修整时间在 13-25min,满足生产使用要求,测试结果见表 2。
表 2 测试结果
6 结束语
通过以上方法设计及开槽的蜗杆砂轮满足磨齿机使用,可利用数控车完成蜗杆砂轮开槽,降低各零件的成品砂轮储备,降低成品砂轮的储备数量及采购成本。
| 联系企业: | |
| 地 址: | |
| 联系人: | |
| Tel: | |
| Email: |
免责声明:凡注明(来源:齿轮头条网)的所有文字、图片、音视和视频文件,版权均为齿轮头条网(www.geartoutiao.com)独家所有,如需转载请与本网联系。任何机构或个人转载使用时须注明来源“齿轮头条网”,违反者本网将追究其法律责任。本网转载并注明其他来源的稿件,均来自互联网或业内投稿人士,版权属于原版权人。转载请保留稿件来源及作者,禁止擅自篡改,违者自负版权法律责任。


推荐展会
展会播报

 客服热线:010-88438553
客服热线:010-88438553 网站客服
网站客服